


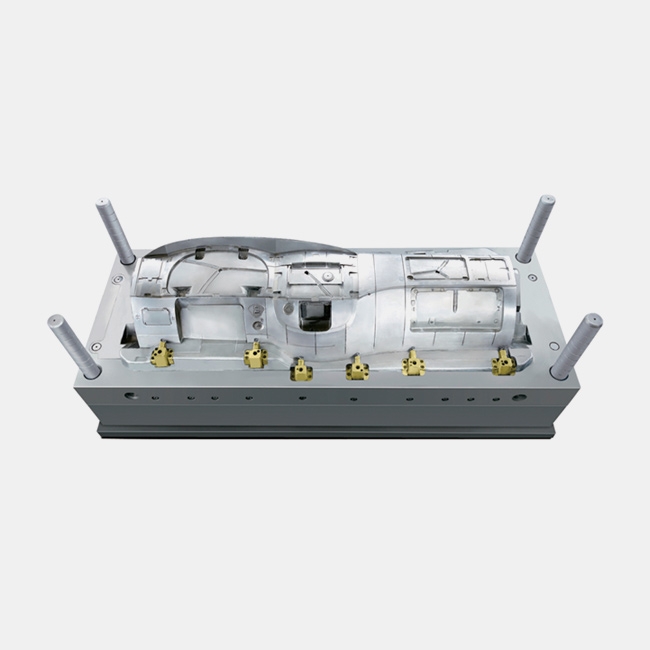
蓝箭体育:衢州蓝箭体育:托盘模具成型整机:汽车内饰件模具傍边必定能看到成型的整机,这些成型的整机将会有各类差别的资料,就像是差别的资料外形或是差别的资料布局和资料的尺寸,凡是来讲这些成型的整机能够或许城市有良多的差别。蓝箭体育:高品德蓝箭体育:托盘模具🔥浇筑体系:汽车内饰件模具在这些现实加工的进程傍边,完整有属于本身的浇筑体系,这类体系完整能够或许把熔融的塑料从打针机的喷嘴引向外边的通道,凡是来讲都是有支流的通道和分流的通道来停止浇筑的。汽车内饰件模具导向部件:在汽车内饰件模具停止加工的进程傍边,为了保障本来的镀膜和镀膜闭合的时辰能够或许精确的瞄准每个导线的部件,导向部件起到决议性的导向感化。
差别商标的塑料必需差别的温度请求,塑材活动性差的和二种以上夹杂料的利用城市有不一样的环境产生,应当把塑材节制在适合活动值规模内,这些凡是轻易做到,但模温的节制就比拟庞杂一些,差别的成形件多少外形、尺寸,壁厚比例的差别对冷却糸统有一定的请求,蓝箭体育:高品德蓝箭体育:托盘模具温度在很大水平上节制着冷却时候,是以尽能够使模具坚持在可许可的高温状况,以利于延长打针周期,进步出产效力,蓝箭体育:高品德蓝箭体育:托盘模具𝓀温度产生变更,那末缩短率也会有变更,模温坚持不变,尺寸精度也就不变,从而防止成形件的变形、光芒不良、冷却斑等缺点,使塑料的物理性能处于很好的状况,固然这另有一个调试的进程,出格是多腔模成形件更庞杂一些。
蓝箭体育:衢州蓝箭体育:托盘模具滑块设想:① 滑块斜面角度比斜导柱角度大2~3度,斜导柱角度不要跨越20度;② 滑块与前模碰的封胶面间隔大于15mm;③ 滑块与模芯的插穿面需做3度或5度,防止与模芯间接磨擦;④ 铲性能做原身留更好,做镶件情势要保障强度;⑤ 滑块斜正面和底面需做耐磨块,疾速模能够或许斟酌不做;⑥ 滑块需加弹簧(或行位扣、或弹簧和行位扣一路用)和限位装配;⑦ 滑块上的胶位面面积大时需要加反铲;⑧ 晓得计较蓝箭体育:托盘模具滑块的路程;⑨ 晓得耐磨块导轨所用的资料;是不是需开油槽,开在哪一个面。

蓝箭体育:高品德蓝箭体育:托盘模具注塑成型进程致使注塑进程不完整,能够或许呈现的缘由:(1) 注塑速率缺乏。(2) 塑料缺料。(3) 螺杆在路程竣事处没留下螺杆垫料。(4) 运转时候变更。(5) 射料缸温度太低。(6) 注塑压力缺乏。(7) 射嘴局部被封。(8) 射嘴或射料缸外的加热器不能运作。(9) 注塑时候太短。(10) 塑料贴在料斗喉壁上。(11) 注塑机容量太小(即打针分量或塑化才能)。(12) 模温太低。(13) 不清算清洁蓝箭体育:高品德蓝箭体育:托盘模具的防锈油。(14) 止退环破坏,熔料有倒流景象。
半精加工模具半精加工的首要方针是使工件外表外形平坦,外表精加工余量平均,这对蓝箭体育:高品德蓝箭体育:托盘模具尤其主要,因为它将影响精加工时刀具切削层面积的变更及刀具载荷的变更,从而影响切削进程的不变性及精加工外表品德。蓝箭体育:高品德蓝箭体育:托盘模具𝓡优化进程包含:粗加工后外表的计较、残剩加工余量的计较、许可加工余量简直定、对残剩加工余量大于许可加工余量的型面分区(如凹槽、拐角等过渡半径小于粗加工刀具半径的地区)和半精加工时刀心轨迹的计较等。粗加工是基于体积模子(Volumemodel),精加工则是基于面模子(Surfacemodel)。而以前开辟的CAD/CAM体系对整机的多少描写是不持续的,因为不描写粗加工后、精加工前加工模子的中心信息,故粗加工外表的残剩加工余量散布及残剩加工余量均是未知的。是以应答半精加工战略停止优化以保障半精加工后工件外表具备平均的残剩加工余量。
 阅读挪动端官网
阅读挪动端官网