


剩余应力首要由于以下三种环境,即充填多余、脱模推出和金属镶嵌件形成的。作为在充填多余的环境下发生的龟裂,处理体例:由于直浇口压力丧失最小,以是,若是龟裂最首要发生在直浇口四周,则可斟酌改用多点散布点浇口、侧浇口及柄形浇口体例;在保障树脂不分化、不劣化的前提下,恰当进步树脂温度能够下降熔融粘度,进步活动性,同时也能够下降打针压力,以减小应力。普通环境下,蓝箭体育:高品德蓝箭体育:周转箱模具模温较低时轻易发生应力,应恰当进步温度。但当打针速率较高时,即便模温低一些,也可减低应力的发生;打针和保压时候太长也会发生应力,将其恰当延长或停止Th次保压切换结果较好;非结晶性树脂,如 AS树脂、 ABS树脂、 PMMA树脂等较结晶性树脂如聚乙烯、聚甲醛等轻易发生剩余应力,蓝箭体育:周转箱模具蓝箭体育:加工应予以注重。
模具的任务前提大多非常卑劣,有些常蒙受较大的打击负荷,从而致使脆性断裂。为防止蓝箭体育:高品德蓝箭体育:周转箱模具整机在任务时俄然脆断,模具要具备较高的强度和韧性。模具的韧性首要取决于资料的含碳量、晶粒度及构造状况。坯料在模具型腔中塑性变性时,沿型腔外表既活动又滑动,使型腔外表与坯料间发生猛烈的磨擦,从而致使模具因磨损而生效。以是资料的耐磨性是模具最根基、最重要的机能之一。蓝箭体育:高品德蓝箭体育:周转箱模具ꦏ配件在任务进程中,在轮回应力的持久感化下,常常致使委靡断裂。其情势有小能量屡次打击委靡断裂、拉伸委靡断裂打仗委靡断裂及曲折委靡断裂。
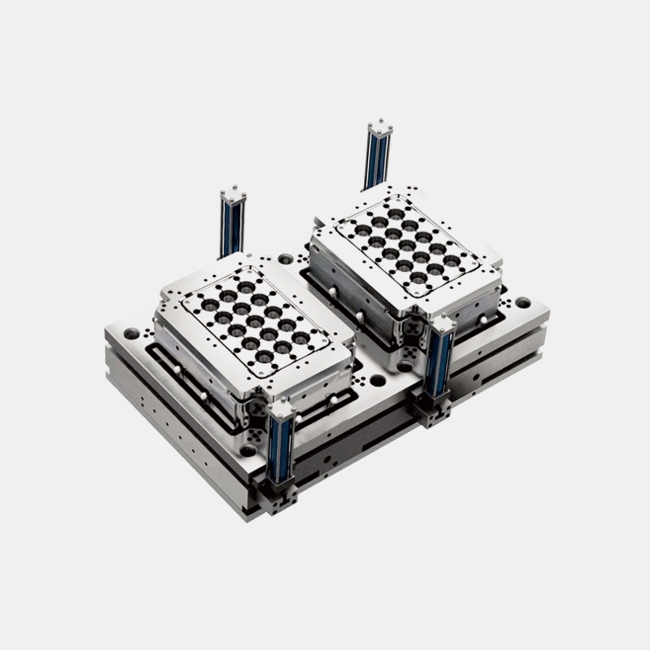
蓝箭体育:高品德蓝箭体育:周转箱模具顶针设想:① 按照产物特点:柱子深度在 5mm 以下做镶针、大于 5mm 的做司筒,但也要按照现实环境;② 较深的骨位需做镶件作排气,防止注塑时困气骨位添补不满;③ 在蓝箭体育:高品德蓝箭体育:周转箱模具⭕支流道的正下方需安排水口针,并做倒扣特点,用于开模后把水口从流道里拉出来;④ 按照产物均衡顶出道理,公道安排顶针,顶针直径尽能够大些,较小的顶针加工比拟坚苦。
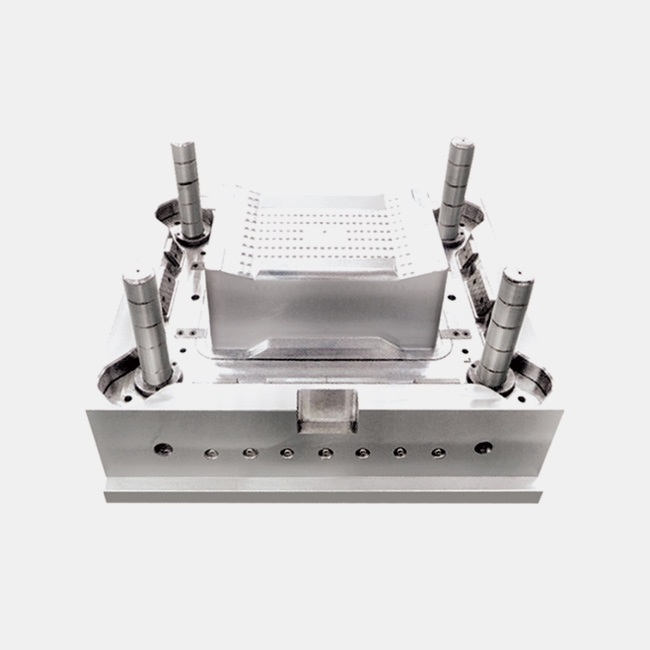
蓝箭体育:高品德蓝箭体育:周转箱模具斟酌的因素:注塑资本,根据机台大小每啤几多钱,而后认可产物排位方法和穴数。出模数量越多,注塑资本越低。由于在注塑加资本,资本核算是按啤次核算。产物表面,根据产物表面请求,认可分型面。分型面的方位要有益于蓝箭体育:高品德蓝箭体育:周转箱模具🍷加工、排气、脱模等。产物越多,表面题目危险越大。水口方法,认可支流道和分流道的外形、大小、和排气方位。热流道模具资本高,但节俭水口资本。各有益弊,就看用户怎样弃取。产物脱模,认可顶出方法和安顿顶针方位,顶出方位越多,模具资本越高。

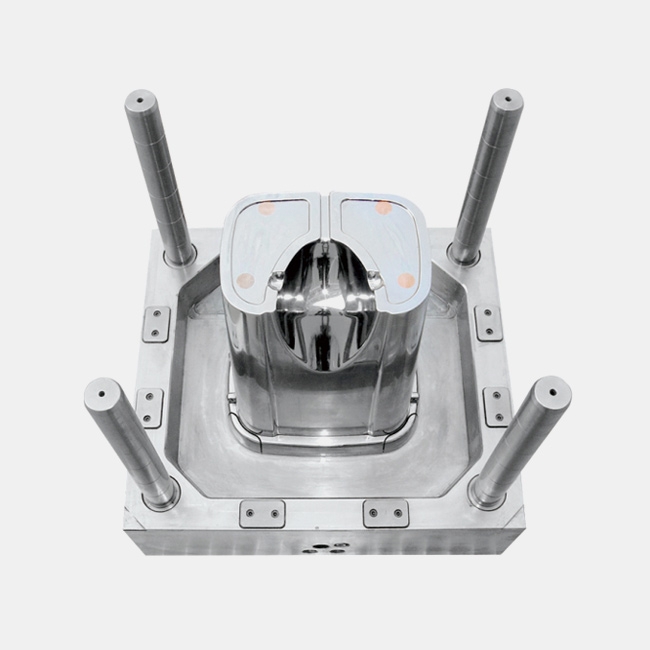
蓝箭体育:高品德蓝箭体育:周转箱模具注塑成型进程致使注塑进程不完整,能够呈现的缘由:(1) 注塑速率缺乏。(2) 塑料缺料。(3) 螺杆在路程竣事处没留下螺杆垫料。(4) 运转时候变更。(5) 射料缸温度太低。(6) 注塑压力缺乏。(7) 射嘴局部被封。(8) 射嘴或射料缸外的加热器不能运作。(9) 注塑时候太短。(10) 塑料贴在料斗喉壁上。(11) 注塑机容量太小(即打针分量或塑化才能)。(12) 模温太低。(13) 不清算清洁蓝箭体育:高品德蓝箭体育:周转箱模具的防锈油。(14) 止退环破坏,熔料有倒流景象。
 阅读挪动端官网
阅读挪动端官网