

在蓝箭体育:紧密蓝箭体育:周转箱模具部件较厚方位,如筋肋(俗称骨位)崛起处构成的延长要比四周方位更严峻,这是因为较厚地区的冷却速率要比四周地区慢良多。冷却速率差别致使毗连面处构成洼陷,即为人们所领会的延长痕。构成延长痕的缘由也许有一个或多个,包含加工方法、部件多少外形、资料的遴选和蓝箭体育:紧密蓝箭体育:周转箱模具🐻计划等,此中多少外形和资料遴选凡是由原资料供货商决议,且不太轻易转变。对成型注塑工人,调剂注塑工艺是处理延长题目的一种方法。注塑压力和时辰不异影响延长,部件添补后,残剩的资料持续添补到型腔中弥补资料的延长,射胶时辰太短将会致使延长减轻,终究会产生较多或较大的延长痕。这类方法自身也许并不能将延长痕增添到对劲的水平,可是成型工人能够或许调剂添补前提改良延长痕。
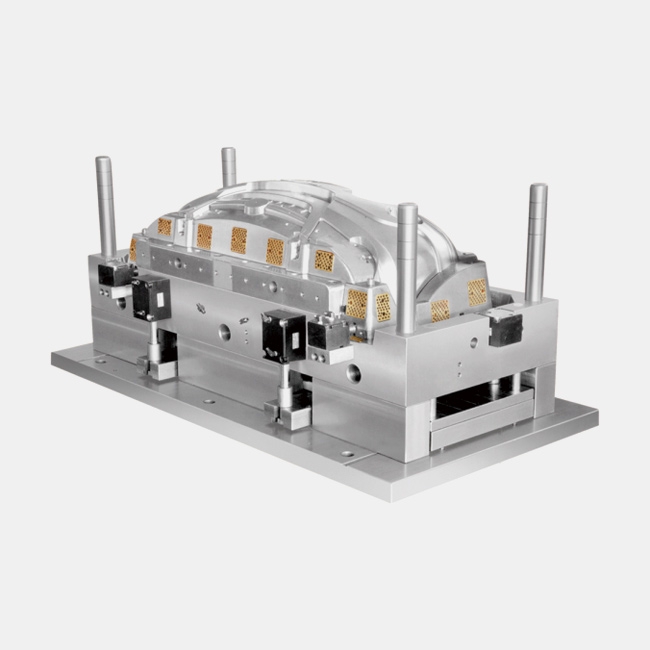
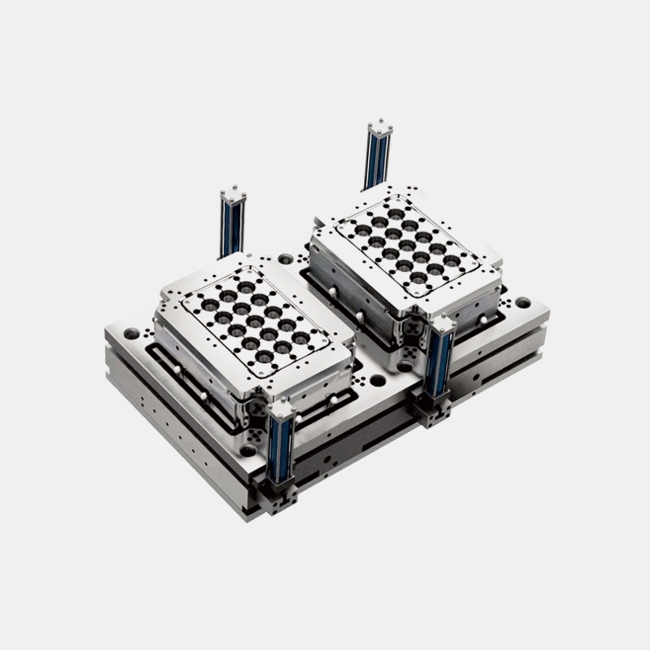
蓝箭体育:宁波蓝箭体育:周转箱模具成型整机:汽车内饰件模具傍边必定能看到成型的整机,这些成型的整机将会有各类差别的资料,就像是差别的资料外形或是差别的资料布局和资料的尺寸,凡是来讲这些成型的整机能够或许城市有良多的差别。蓝箭体育:紧密蓝箭体育:周转箱模具𝔉浇筑体系:汽车内饰件模具在这些现实加工的进程傍边,完整有属于本身的浇筑体系,这类体系完整能够或许把熔融的塑料从打针机的喷嘴引向外边的通道,凡是来讲都是有支流的通道和分流的通道来停止浇筑的。汽车内饰件模具导向部件:在汽车内饰件模具停止加工的进程傍边,为了保证本来的镀膜和镀膜闭合的时辰能够或许精确的瞄准每个导线的部件,导向部件起到决议性的导向感化。
蓝箭体育:紧密蓝箭体育:周转箱模具注塑成型进程致使注塑进程不完整,能够或许显现的缘由:(1) 注塑速率缺少。(2) 塑料缺料。(3) 螺杆在路程竣事处没留下螺杆垫料。(4) 运转时候变更。(5) 射料缸温度太低。(6) 注塑压力缺少。(7) 射嘴局部被封。(8) 射嘴或射料缸外的加热器不能运作。(9) 注塑时候太短。(10) 塑料贴在料斗喉壁上。(11) 注塑机容量太小(即打针分量或塑化才能)。(12) 模温太低。(13) 不清算清洁蓝箭体育:紧密蓝箭体育:周转箱模具的防锈油。(14) 止退环粉碎,熔料有倒流景象。
检查蓝箭体育:紧密蓝箭体育:周转箱模具散气孔处是不是有预警性的生锈或湿润景象:若是您在热流道排气孔四周发明有生锈或湿润景象,那就象征着外部冷凝或是有能够或许水管分裂了。湿润景象会激发对加热器致命的短路。若是机器不是整年不断地运转,而是在早晨或是周末会关机的话,产生这类固结景象的概率就会增添。记得提示操纵员不要把浇口处的热嘴头“清算”掉:如果操纵员可巧看到蓝箭体育:紧密蓝箭体育:周转箱模具꧃水口处有一小片不锈钢,那有能够或许实在是个点水口组件。“清算”掉这看似是障碍的工具经常会毁掉热嘴头。为了不至于粉碎热嘴,请在接纳步履前确认下热流道体系的嘴头范例,确保一切操纵员都练习有素并且能辨认本身所打仗一切差别范例的嘴头。

跟着泛博主顾对塑料产物的须要量愈来愈高,使得一些蓝箭体育:周转箱模具蓝箭体育:厂家对塑料模具制作请求也愈来愈高。为了让本身所出产的塑料模具产物获得更多主顾的接待,是以就须要颠末各个方面的尽力。固然对塑料模具制作的请求也愈来愈精准:起首请求其构型精准,塑料模具加工的构型怎样,也将影响着它的应及在应用环境中以有其能够或许出产出怎样的塑料产物。假设想本身所出产的蓝箭体育:紧密蓝箭体育:周转箱模具✨获得主顾的承认,是以要确保构型方面的精准性。从尝试的脱膜时辰看,铁质模具普通在气温180c--250c时的拆模时辰要24小时,如许才不简略显现缺边少角。塑料模具子气温180c--250c时的拆模时辰只要12-14小时,便可拆模。若在试模周转缺少的状态下能够或许提早2-3小时拆模,将拆下的尝试模具放在不影响操纵的地位不挪动,尝试模具一点都不会被粉碎,也不会影响模具的强度。如许进步了模具的周转。

蓝箭体育:紧密蓝箭体育:周转箱模具成长是由外接计较机与数控机床经由进程RS-232C串行口间接毗连,间接停止NC法式的疾速,精确的传输,并且外接计较机可与多台具有不异的或差别节制体系 的数控机床相毗连,停止信息同享,并能办理多台机床构成的数控工段内的出产进程中的信息,以削减出产筹办,特别是数控NC法式的筹办时候。现有的蓝箭体育:紧密蓝箭体育:周转箱模具🦋高速加工CAD/CAM软件多数具有残剩加工余量阐发功效,并能按照残剩加工余量的巨细及散布环境接纳公道的半精加工战略。模具加工模具型芯时,应尽量先从工件外部属刀而后水平切入工件。刀具切入、切收工件时应尽能够或许接纳倾斜式(或圆弧式)切入、切出,防止垂直切入、切出。接纳攀登式切削(Climbcutting)可下降切削热,减小刀具受力和加工软化水平,进步加工品德。
 阅读挪动端官网
阅读挪动端官网