

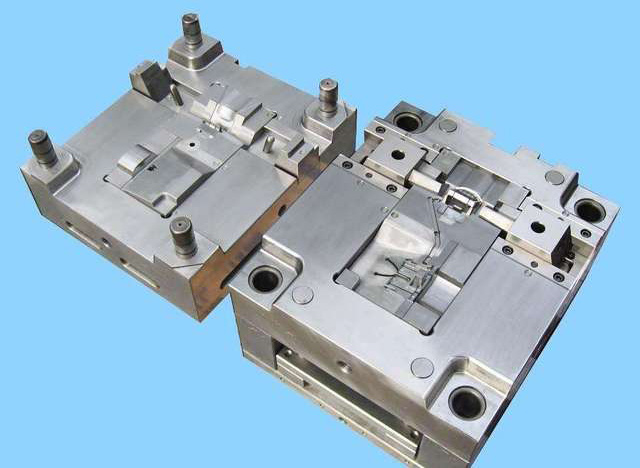
打针压力的得当,锁模力的婚配应在调试蓝箭体育:高品德蓝箭体育:塑胶模具时获得肯定,在模具型腔和型芯所构成空地中的氛围和塑料所产生的气体必须要从排气槽排挤模具以外,如排气不畅会呈现充填缺乏,产生熔接痕或烧伤,这三种成形缺点偶然会间或地在统一部位呈现,当做形件簿壁局部的四周有厚壁存在时,模具温度太低时就会呈现充填缺乏,蓝箭体育:高品德蓝箭体育:塑胶模具⭕温度太高则又会呈现烧伤景象,凡是在烧伤部位又会同时呈现熔接痕,排气槽经常会被轻忽,普通都处于偏小状况,是以凡是环境下只需不产生毛边,排气凸肩的深度尽能够深些,凸肩后部开设尺寸较大的通气槽,以便经由进程凸肩后的气体能敏捷排挤模具外,若有出格须要的时辰在顶杆上开排气槽,事理是一样的,一是不呈现废边,二是出气快能很好起到结果就行。
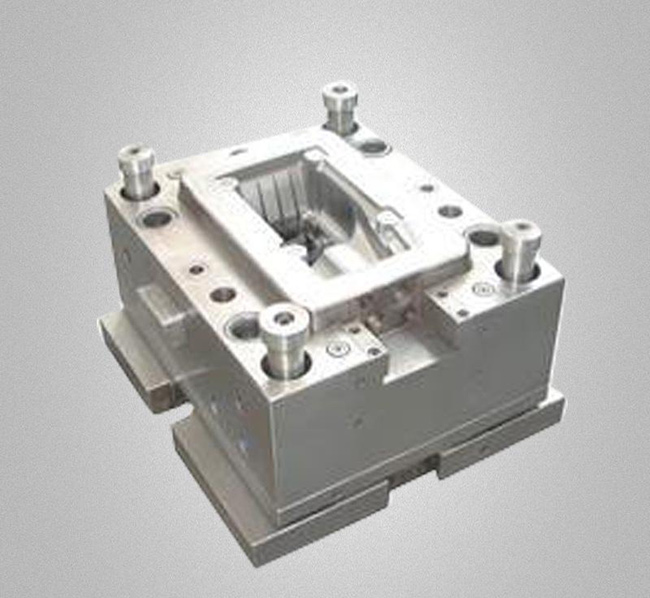
半精加工模具半精加工的首要方针是使工件外表外形平坦,外表精加工余量平均,这对蓝箭体育:高品德蓝箭体育:塑胶模具尤其主要,因为它将影响精加工时刀具切削层面积的变更及刀具载荷的变更,从而影响切削进程的不变性及精加工外表品德。蓝箭体育:高品德蓝箭体育:塑胶模具💯优化进程包含:粗加工后外表的计较、残剩加工余量的计较、许可加工余量的肯定、对残剩加工余量大于许可加工余量的型面分区(如凹槽、拐角等过渡半径小于粗加工刀具半径的地区)和半精加工时刀心轨迹的计较等。粗加工是基于体积模子(Volumemodel),精加工则是基于面模子(Surfacemodel)。而以前开辟的CAD/CAM体系对整机的多少描写是不持续的,因为不描写粗加工后、精加工前加工模子的中心信息,故粗加工外表的残剩加工余量散布及残剩加工余量均是未知的。是以应答半精加工战略停止优化以保障半精加工后工件外表具备平均的残剩加工余量。
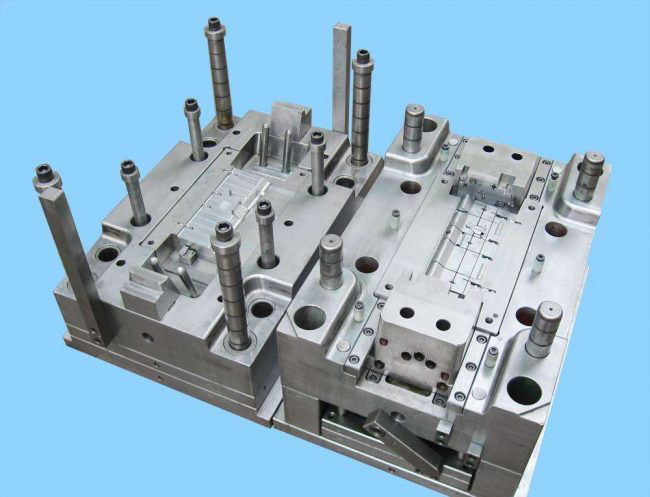
作为产业出产中主要的根本成形装备,常被称为“产业之母”。跟着我国汽车产业的疾速成长,蓝箭体育:高品德蓝箭体育:塑胶模具行业已成为我国模具行业最主要的构成局部,行业范围不时扩展。在国度汽车轻量化政策的鞭策下,汽车轻量化的成长是一定趋向,这将有用地增进蓝箭体育:高品德蓝箭体育:塑胶模具𝓰的成长。据统计,汽车上跨越95%的零部件均须要依托模具来停止批量加工制作,而在一款新车开辟中,约莫须要2万多个汽车零部件,包含钣金件、压铸件、冲压件、塑料件、电子元气件等等。在这些零部件的研发与制作进程中,须要大批的模具与治具检具,此中对模具的须要量大。普通而言,一款新车开辟中,须要汽车冲压模具约1500余副、塑料模具800余副、钣金模具300余副、压铸模具100余副。是以,每次整车换型都须要几千副模具,代价高达上亿元,比方,公共帕萨特的全套车身冲模代价就跨越2.5亿元。

查抄蓝箭体育:高品德蓝箭体育:塑胶模具散气孔处是不是有预警性的生锈或湿润景象:若是您在热流道排气孔四周发明有生锈或湿润景象,那就象征着外部冷凝或是有能够水管分裂了。湿润景象会激发对加热器致命的短路。若是机器不是整年不断地运转,而是在早晨或是周末会关机的话,产生这类固结景象的概率就会增添。记得提示操纵员不要把浇口处的热嘴头“清算”掉:如果操纵员可巧看到蓝箭体育:高品德蓝箭体育:塑胶模具🗹水口处有一小片不锈钢,那有能够实在是个点水口组件。“清算”掉这看似是障碍的工具经常会毁掉热嘴头。为了不至于粉碎热嘴,请在接纳步履前确认下热流道体系的嘴头范例,确保一切操纵员都练习有素并且能辨认本身所打仗一切差别范例的嘴头。
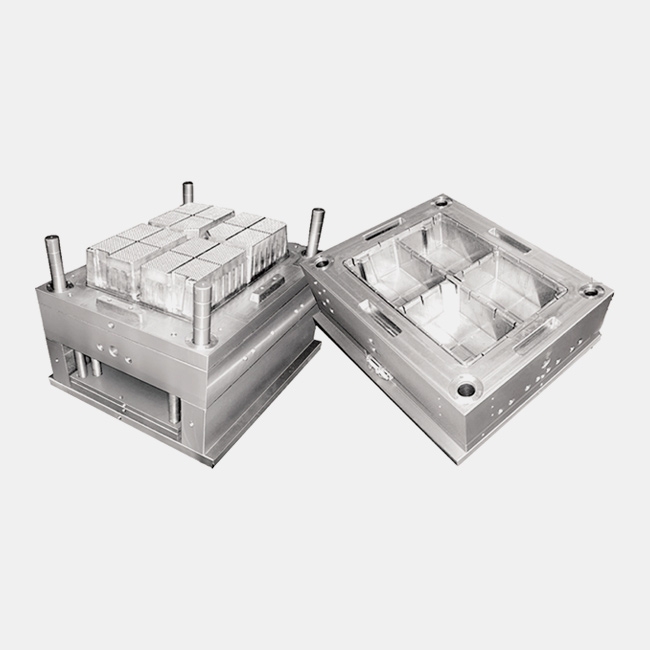
蓝箭体育:广东蓝箭体育:塑胶模具设想方面的节制:1、起首要对模具布局,资料,硬度,精度等着多方面用户的手艺请求停止充实领会,包含成形塑材的缩短率是不是准确,产物3D尺寸外型是不是完整,公道停止处置阐发。2、对注塑产物的缩孔、流痕、拨模斜度、熔接线及裂纹等表面有影响的各个处所作充实斟酌。3、在不故障注塑件产物功效及图案造形的条件下,尽能够简化蓝箭体育:高品德蓝箭体育:塑胶模具ꦓ的加工体例。4、分型面的挑选是不是得当,对模具加工、成形表面和成形件去毛刺都要作细心的挑选。5、推顶体例是不是得当,接纳推杆、卸料板、推顶套管等体例仍是别的体例,推杆和卸料板的地位是不是得当。6、正面抽芯机构的接纳是不是适合,举措矫捷靠得住,应无卡滞景象。7、温度节制用何种体例轻易对塑件产物更适合,对控温油、控温水、冷却液等用哪一种布局轮回糸统,冷却液孔的巨细,数目,地位等是不是得当。8、浇口情势,料道和进料口的巨细,浇口地位及巨细是不是得当。9、各种模块与模芯热处置变形影响及规范件的选用是不是适合。10、打针成形机器的打针量,打针压力和锁模力是不是充实,喷嘴 R,浇口套孔径等是不是婚配适合。

蓝箭体育:高品德蓝箭体育:塑胶模具注塑成型进程致使注塑进程不完整的处理体例:(1) 增添注塑速率。(2) 查抄料斗内的塑料量。(3) 查抄是不是准确设定了打针路程,须要的话停止变动。(4) 查抄止逆阀是不是磨损或呈现裂痕。(5) 查抄运作是不是不变。(6) 增添熔胶温度。(7) 增添背压。(8) 增添注塑速率。(9) 查抄射嘴孔有不异物或未塑化塑料。(10) 查抄一切的加热器外层用安培表查验能量输入是不是准确。(11) 增添螺杆向前时候。(12) 增料斗喉区的冷却量,或下降射料缸后区温度。(13) 用较大的注塑机。(14) 得当降低模温。(15) 清算清洁蓝箭体育:高品德蓝箭体育:塑胶模具内的防锈剂。(16) 查抄或改换止退环。
 阅读挪动端官网
阅读挪动端官网