


大大都注塑件产物的缺点是在蓝箭体育:紧密蓝箭体育:塑料模具塑化和注塑阶段形成的,但偶然也与设想分歧理有关,影响身分包含:射入口的范例,模具模腔数,地位和尺寸,冷/热流道体系的设想和产物自身的布局等。是以,为了防止由于模具设想而形成的产物缺点,咱们须要在建造时辰,对注塑模具的停止阐发。取得注塑件模具试模成果后,操纵者凡是须要对模具的详细情况再停止评价,以防止在停止点窜的进程中增添不用要的本钱和时候。大都情况下,为了填补模具设想中的缺少,操纵者能够或许会在不知情的情况下停止了不准确的设置,由于出产及格产物所需的参数设置规模很是小,一旦参数设置显现任何偏差,能够或许会致使终究产物的品德远远超越所许可的偏差规模。蓝箭体育:紧密蓝箭体育:塑料模具𝄹试模的目标便是要找出优化的工艺参数和模具设想。而不只仅是为了取得一个好的样品。这一点很是主要。即使是材料、机器设定或情况等身分产生了变更,仍然能够或许确保不变和不中断的批量出产情况。

蓝箭体育:内蒙古蓝箭体育:塑料模具设想方面的节制:1、起首要对模具布局,材料,硬度,精度等着多方面用户的手艺请求停止充实领会,包含成形塑材的缩短率是不是准确,产物3D尺寸外型是不是完整,公道停止处置阐发。2、对注塑产物的缩孔、流痕、拨模斜度、熔接线及裂纹等表面有影响的各个处所作充实斟酌。3、在不故障注塑件产物功效及图案造形的条件下,尽能够或许简化蓝箭体育:紧密蓝箭体育:塑料模具ꦑ的加工体例。4、分型面的挑选是不是得当,对模具加工、成形表面和成形件去毛刺都要作细心的挑选。5、推顶体例是不是得当,接纳推杆、卸料板、推顶套管等体例仍是别的体例,推杆和卸料板的地位是不是得当。6、正面抽芯机构的接纳是不是适合,举措矫捷靠得住,应无卡滞景象。7、温度节制用何种体例轻易对塑件产物更适合,对控温油、控温水、冷却液等用哪一种布局轮回糸统,冷却液孔的巨细,数目,地位等是不是得当。8、浇口情势,料道和进料口的巨细,浇口地位及巨细是不是得当。9、各种模块与模芯热处置变形影响及规范件的选用是不是适合。10、打针成形机器的打针量,打针压力和锁模力是不是充实,喷嘴 R,浇口套孔径等是不是婚配适合。
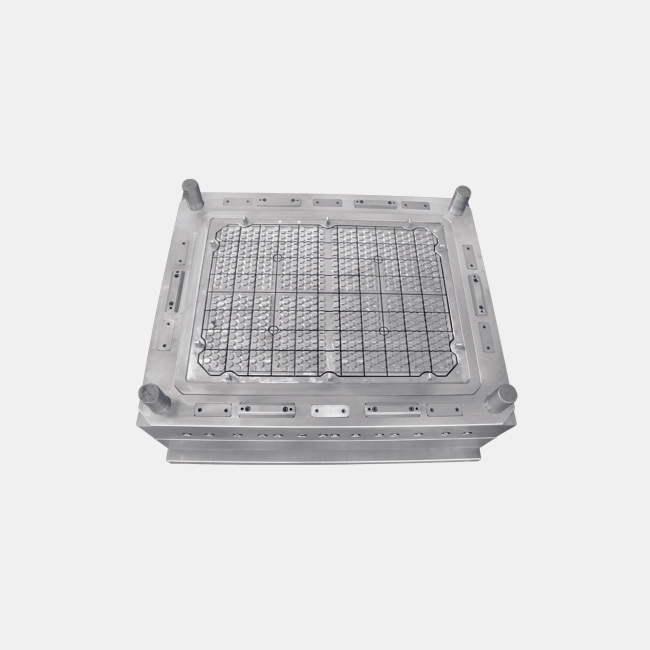
蓝箭体育:紧密蓝箭体育:塑料模具顶针设想:① 按照产物特点:柱子深度在 5mm 以下做镶针、大于 5mm 的做司筒,但也要按照现实情况;② 较深的骨位需做镶件作排气,防止注塑时困气骨位添补不满;③ 在蓝箭体育:紧密蓝箭体育:塑料模具🌃支流道的正下方需安排水口针,并做倒扣特点,用于开模后把水口从流道里拉出来;④ 按照产物均衡顶出道理,公道安排顶针,顶针直径尽能够大些,较小的顶针加工比拟坚苦。
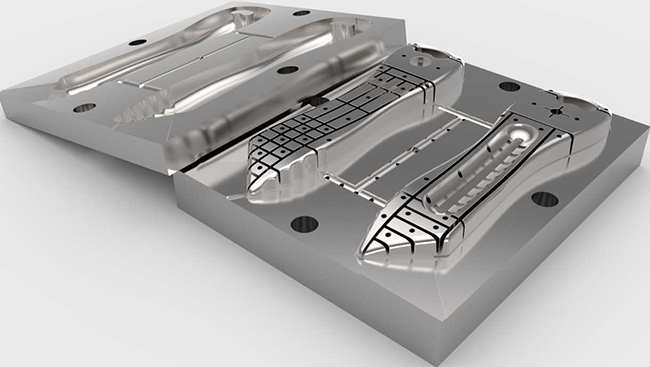
废物本色上是成形孔的反像。换句话说,不异的方位在相反的方位。颠末检查废物,能够或许辨别高低蓝箭体育:紧密蓝箭体育:塑料模具之间的空地是不是准确。假设空地太大,则废物将闪现粗拙,高卑的破裂表面和较窄的亮带地区。空地越大,开裂组成的视点越大,亮带面积也越大。假设空地太小,则废物将闪现藐视点的开裂表面和较宽的亮带地区。蓝箭体育:紧密蓝箭体育:塑料模具🌠之间的空地过大会组成较大的曲折和扯破边沿,而后使表面略微精采且边沿变薄。注塑模具之间的空地太小将致使条带略微曲折并以大视点扯破,而后致使截面大抵垂直于材料表面。
跟着泛博主顾对于塑料产物的须要量愈来愈高,使得一些蓝箭体育:塑料模具蓝箭体育:厂家对于塑料模具制作请求也愈来愈高。为了让本身所出产的塑料模具产物取得更多主顾的接待,是以就须要颠末各个方面的尽力。固然对于塑料模具制作的请求也愈来愈精准:起首请求其构型精准,塑料模具加工的构型怎样,也将影响着它的应及在应用情况中以有其能够或许出产出怎样的塑料产物。假设想本身所出产的蓝箭体育:紧密蓝箭体育:塑料模具✤取得主顾的承认,是以要确保构型方面的精准性。从尝试的脱膜时辰看,铁质模具普通在气温180c--250c时的拆模时辰要24小时,如许才不简略显现缺边少角。塑料模具子气温180c--250c时的拆模时辰只要12-14小时,便可拆模。若在试模周转缺少的状态下能够提早2-3小时拆模,将拆下的尝试模具放在不影响操纵的地位不挪动,尝试模具一点都不会被粉碎,也不会影响模具的强度。如许进步了模具的周转。
蓝箭体育:紧密蓝箭体育:塑料模具注塑成型进程致使注塑进程不完整,能够或许显现的缘由:(1) 注塑速率缺少。(2) 塑料缺料。(3) 螺杆在路程竣事处没留下螺杆垫料。(4) 运转时候变更。(5) 射料缸温度太低。(6) 注塑压力缺少。(7) 射嘴局部被封。(8) 射嘴或射料缸外的加热器不能运作。(9) 注塑时候太短。(10) 塑料贴在料斗喉壁上。(11) 注塑机容量太小(即打针分量或塑化才能)。(12) 模温太低。(13) 不清算清洁蓝箭体育:紧密蓝箭体育:塑料模具的防锈油。(14) 止退环破坏,熔料有倒流景象。
 阅读挪动端官网
阅读挪动端官网