

蓝箭体育:紧密蓝箭体育:汽车笼盖件模具工艺制作方面的节制:1、挑选经济顺应的机床装备,作2D和3D的加工计划。2、也可斟酌得当的工装夹具停止出产中的帮助筹办任务,刀具的公道应用,避免产物件呈现变形,避免产物件缩短率的动摇,避免产物件脱模变形,进步模具制作的精度,减小偏差,避免模具精度发生变更等等,一系列出产工艺请求和处置办法。3、这里提一下有关英国塑料协会 (BPF) 的成形件尺寸偏差发生缘由及其所占比例的分派环境:A:蓝箭体育:紧密蓝箭体育:汽车笼盖件模具🐷制作偏差约1/3 ,B由模具磨损发生的偏差1/6 C 由成形件缩短率不平衡所发生的偏差约1/3, D 预约缩短率与现实缩短率不分歧所发生的偏差约1/6。总的偏差=A+B+C+D,是以可见模具制作公役应是成形件尺寸公役的1/3以下,不然模具难以保障成形件的多少尺寸。

蓝箭体育:广西蓝箭体育:汽车笼盖件模具设想方面的节制:1、起首要对模具布局,资料,硬度,精度等着多方面用户的手艺请求停止充实领会,包含成形塑材的缩短率是不是精确,产物3D尺寸外型是不是完整,公道停止处置阐发。2、对注塑产物的缩孔、流痕、拨模斜度、熔接线及裂纹等外表有影响的各个处所作充实斟酌。3、在不故障注塑件产物功效及图案造形的条件下,尽可以或许简化蓝箭体育:紧密蓝箭体育:汽车笼盖件模具🧜的加工体例。4、分型面的挑选是不是得当,对模具加工、成形外表和成形件去毛刺都要作细心的挑选。5、推顶体例是不是得当,接纳推杆、卸料板、推顶套管等体例仍是别的体例,推杆和卸料板的地位是不是得当。6、正面抽芯机构的接纳是不是适合,举措矫捷靠得住,应无卡滞景象。7、温度节制用何种体例轻易对塑件产物更适合,对控温油、控温水、冷却液等用哪一种布局轮回糸统,冷却液孔的巨细,数目,地位等是不是得当。8、浇口情势,料道和进料口的巨细,浇口地位及巨细是不是得当。9、各类模块与模芯热处置变形影响及规范件的选用是不是适合。10、打针成形机器的打针量,打针压力和锁模力是不是充实,喷嘴 R,浇口套孔径等是不是婚配适合。
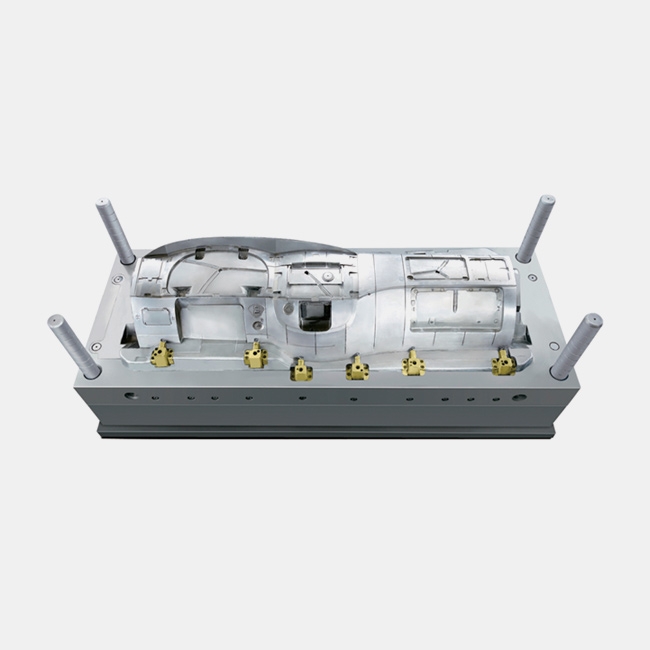
作为产业出产中首要的根本成形装备,常被称为“产业之母”。跟着我国汽车产业的疾速成长,蓝箭体育:紧密蓝箭体育:汽车笼盖件模具行业已成为我国模具行业最首要的构成局部,行业范围不时扩展。在国度汽车轻量化政策的鞭策下,汽车轻量化的成长是一定趋向,这将有用地增进蓝箭体育:紧密蓝箭体育:汽车笼盖件模具🍌的成长。据统计,汽车上跨越95%的零部件均须要依托模具来停止批量加工制作,而在一款新车开辟中,约莫须要2万多个汽车零部件,包含钣金件、压铸件、冲压件、塑料件、电子元气件等等。在这些零部件的研发与制作进程中,须要大批的模具与治具检具,此中对模具的须要量大。普通而言,一款新车开辟中,须要汽车冲压模具约1500余副、塑料模具800余副、钣金模具300余副、压铸模具100余副。是以,每次整车换型都须要几千副模具,代价高达上亿元,比方,公共帕萨特的全套车身冲模代价就跨越2.5亿元。
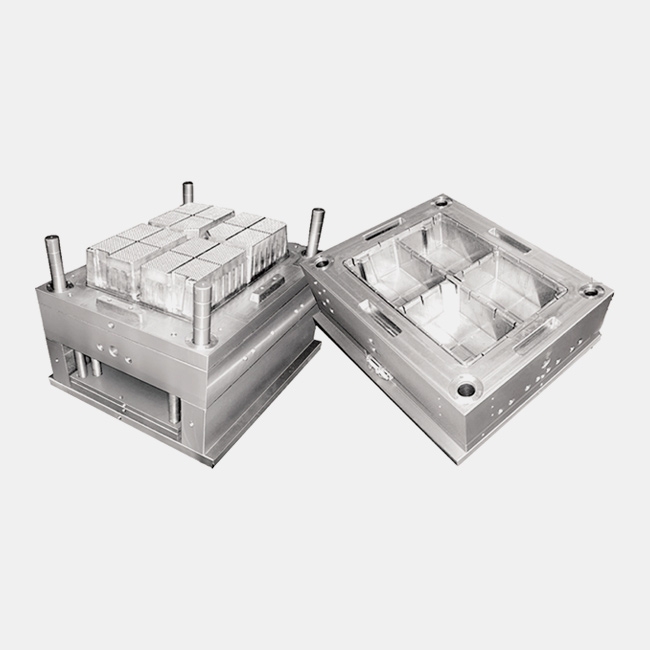
蓝箭体育:广西蓝箭体育:汽车笼盖件模具成型整机:汽车内饰件模具傍边必定能看到成型的整机,这些成型的整机将会有各类差别的资料,就像是差别的资料外形或是差别的资料布局和资料的尺寸,凡是来讲这些成型的整机可以或许城市有良多的差别。蓝箭体育:紧密蓝箭体育:汽车笼盖件模具⛄浇筑体系:汽车内饰件模具在这些现实加工的进程傍边,完整有属于本身的浇筑体系,这类体系完整可以或许把熔融的塑料从打针机的喷嘴引向外边的通道,凡是来讲都是有支流的通道和分流的通道来停止浇筑的。汽车内饰件模具导向部件:在汽车内饰件模具停止加工的进程傍边,为了保障本来的镀膜和镀膜闭合的时辰可以或许精确的瞄准每个导线的部件,导向部件起到决议性的导向感化。
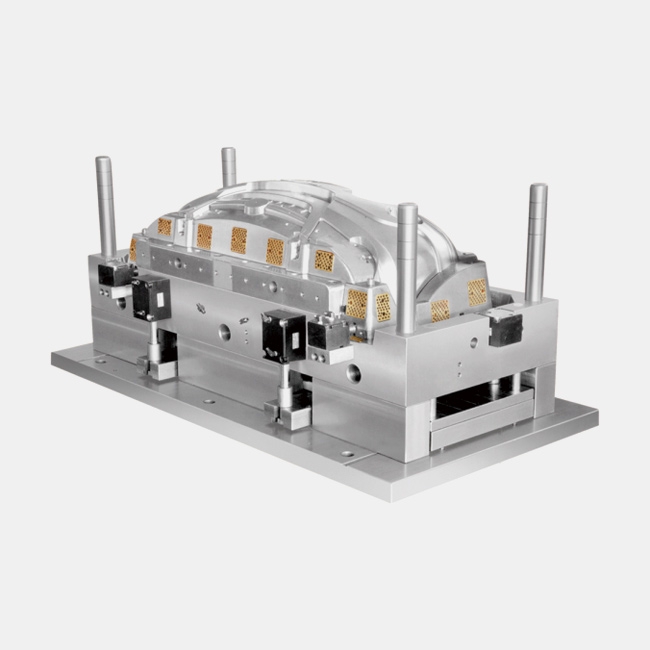
蓝箭体育:广西蓝箭体育:汽车笼盖件模具的日渐大型化和整机的高出产率请求一模多腔,导致模具日趋大型化。大吨位的大型模具可达100t,一模几百腔、上千腔。请求模具加工装备大任务台、加大Y轴Z轴路程、大承重、高刚性,高分歧性。汽车模具加工的模具资料硬度高。请求模具加工装备具备热不变性、高靠得住性。对庞杂型腔和多功效复合的汽车模具,跟着制件外形的庞杂化,要进步模具的设想制作程度。多种沟槽、多种材质在一套模具中成形或组装成组件的多功效复合模具,就请求加工编程法式量大,具备精深孔腔综合切削才能和高不变性,进步了加工难度。蓝箭体育:紧密蓝箭体育:汽车笼盖件模具🐎加工的邃密化使加工装备的复合性加倍惹人存眷,加工安稳、切削力小、工件升温变形小等诸多长处使模具企业对高速加工日趋正视。
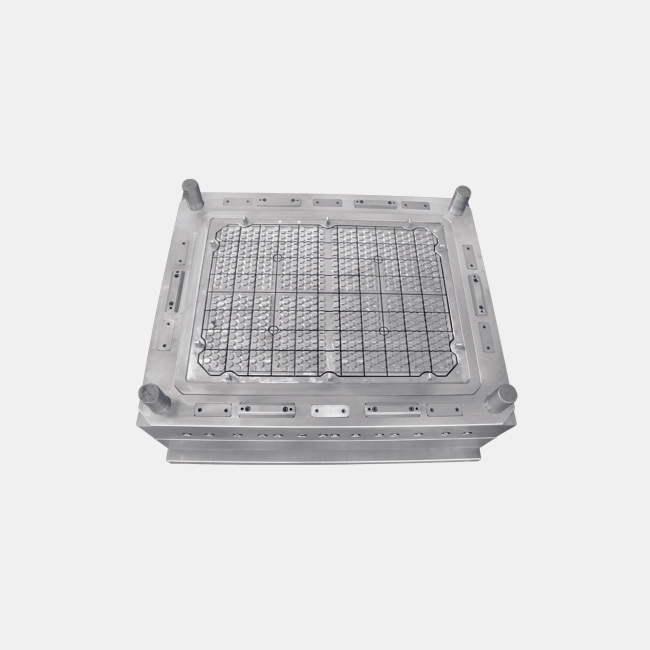
半精加工模具半精加工的首要方针是使工件外表外形平坦,外表精加工余量平均,这对蓝箭体育:紧密蓝箭体育:汽车笼盖件模具尤其首要,因为它将影响精加工时刀具切削层面积的变更及刀具载荷的变更,从而影响切削进程的不变性及精加工外表品德。蓝箭体育:紧密蓝箭体育:汽车笼盖件模具🃏优化进程包含:粗加工后外表的计较、残剩加工余量的计较、许可加工余量简直定、对残剩加工余量大于许可加工余量的型面分区(如凹槽、拐角等过渡半径小于粗加工刀具半径的地区)和半精加工时刀心轨迹的计较等。粗加工是基于体积模子(Volumemodel),精加工则是基于面模子(Surfacemodel)。而以前开辟的CAD/CAM体系对整机的多少描写是不持续的,因为不描写粗加工后、精加工前加工模子的中心信息,故粗加工外表的残剩加工余量散布及残剩加工余量均是未知的。是以应答半精加工战略停止优化以保障半精加工后工件外表具备平均的残剩加工余量。
 阅读挪动端官网
阅读挪动端官网