


跟着最近几年来蓝箭体育:高品德蓝箭体育:注塑模具产业的疾速成长,同时新手艺,新工艺的利用规模不时扩展和前进,从传统的经历堆集到软件开辟的利用已有了质的变更。CAD、CAM和CAE的广范利用为咱们的模具和模具产物的多少尺寸节制手艺翻开了回升空间,因为蓝箭体育:高品德蓝箭体育:注塑模具ꦬ和模具产物的市场需要差别很大,品种单一,在外形,尺寸,材料,布局等各方面变更大,请求高,使得咱们在模具和产物的出产进程中碰到了不少题目和坚苦,此中若何有用节制模具及产物的多少尺寸也就很是直观地放在了咱们眼前。对差别范例模具和产物会有差别的节制手艺及体例。
蓝箭体育:高品德蓝箭体育:注塑模具淬火与回火:这是模具热处置中的关头关键。若淬火加热时产生过热,不只会使工件形成较大的脆性,并且在冷却时轻易引发变形和开裂,严峻影响模具寿命。冲模淬火加热时出格应注重防止氧化和脱碳,应严酷节制热处置工艺规范,在前提许可的环境下,可接纳真空热处置。淬火后应实时回火,并按照手艺请求接纳差别的回火工艺。蓝箭体育:高品德蓝箭体育:注塑模具✤消应力退火:模具任务整机在粗加工后应停止消应力退火处置,具目标是消弭粗加工所形成的内应力,以防止淬火叫产生过大的变形和裂纹。对精度请求高的模具,在磨削或电加工后还需颠末消应力回火处置,有益于不变模具精度,进步利用寿命。

蓝箭体育:高品德蓝箭体育:注塑模具直顶设想:① 直顶联杆与导套的共同长度需大于联杆在 B 板里的长度的 2/3 ;② 直顶块与联杆毗连用杯头螺丝牢固较好,便利加工;其次用销钉;再者能够也许用压块情势;③ 顶块上的螺丝孔边间隔封胶位起码有5mm;④ 联杆与B板的孔避空单边0.5mm;⑤ 联杆头部和尾部都要斟酌做定位;底板要做出工艺孔,便利拆装;⑥ 蓝箭体育:高品德蓝箭体育:注塑模具🅷联杆能够也许间接牢固在底针板上;⑦ 直顶块正面需做3或5度斜度,防止顶出时与模芯磨擦;⑧ 直顶块与塑胶产物内侧应有0.2~0.3mm间隔。

蓝箭体育:河南蓝箭体育:注塑模具设想方面的节制:1、起首要对模具布局,材料,硬度,精度等着多方面用户的手艺请求停止充实领会,包含成形塑材的延长率是不是准确,产物3D尺寸外型是不是完全,公道停止处置阐发。2、对注塑产物的缩孔、流痕、拨模斜度、熔接线及裂纹等表面有影响的各个处所作充实斟酌。3、在不故障注塑件产物功效及图案造形的前提下,尽能够也许简化蓝箭体育:高品德蓝箭体育:注塑模具💜的加工体例。4、分型面的遴选是不是得当,对模具加工、成形表面和成形件去毛刺都要作细心的遴选。5、推顶体例是不是得当,接纳推杆、卸料板、推顶套管等体例仍是别的体例,推杆和卸料板的地位是不是得当。6、正面抽芯机构的接纳是不是适合,举措矫捷靠得住,应无卡滞景象。7、温度节制用何种体例轻易对塑件产物更适合,对控温油、控温水、冷却液等用哪一种布局轮回糸统,冷却液孔的巨细,数目,地位等是不是得当。8、浇口情势,料道和进料口的巨细,浇口地位及巨细是不是得当。9、各种模块与模芯热处置变形影响及规范件的选用是不是适合。10、打针成形机器的打针量,打针压力和锁模力是不是充实,喷嘴 R,浇口套孔径等是不是匹共同适。

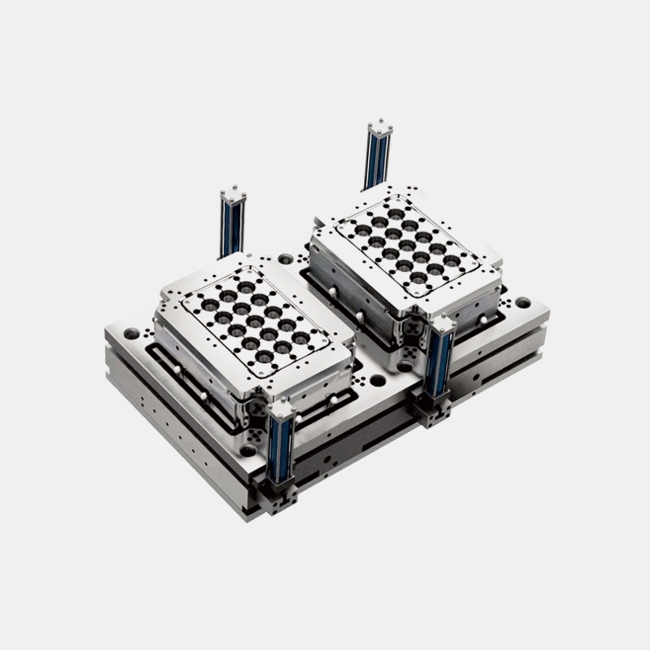
志向的废物应具备公道的破裂视点和平均的亮带。如许能够也许将打孔压力降到低点,并建立一个毛刺起码的干净圆孔。从这个视点来看,增添蓝箭体育:高品德蓝箭体育:注塑模具之间的空地以延长模具的寿命会以制品孔的品德为价格。注塑模具之间的空地与冲压材料的范例和厚度有关。空地不公道睬致使以下题目:假设空地太大,则冲要压的整机的毛刺绝对较大,并且冲压品德差。假设空地太小,固然冲孔品德精采,可是蓝箭体育:高品德蓝箭体育:注塑模具ಞ磨损绝对严峻,这大大下降了模具的利用寿命,并且简略组成冲头开裂。假设空地太大或太小,很简略在冲孔材料上产生粘连,这会在冲孔进程中产生条带。假设空地太小,则在冲头的底表面和板之间简略组成真空,并且废物反弹。
在蓝箭体育:高品德蓝箭体育:注塑模具部件较厚方位,如筋肋(俗称骨位)崛起处组成的延长要比四周方位更严峻,这是因为较厚地区的冷却速率要比四周地区慢很多。冷却速率差别致使毗连面处组成洼陷,即为人们所领会的延长痕。组成延长痕的缘由也许有一个或多个,包含加工方法、部件多少外形、材料的遴选和蓝箭体育:高品德蓝箭体育:注塑模具♛计划等,此中多少外形和材料遴选凡是由原材料供货商决议,且不太轻易转变。对成型注塑工人,调剂注塑工艺是处理延长题目标一种方法。注塑压力和时辰不异影响延长,部件添补后,残剩的材料持续添补到型腔中弥补材料的延长,射胶时辰太短将会致使延长减轻,终究会产生较多或较大的延长痕。这类方法自身也许并不能将延长痕增添到对劲的程度,可是成型工人能够也许调剂添补前提改良延长痕。
 阅读挪动端官网
阅读挪动端官网