

从尝试资料的外旁观:铁质模具所制作的从外旁观光亮度比蓝箭体育:紧密蓝箭体育:汽车内饰件模具好,平坦度两种无差。从尝试资料的强度看:颠末对照尝试证实两种模具所制作的试块强度无差别。塑料模具首要接纳ABS制成,他与铁质模具备着不异的热障冷缩的道理,一路将它们利用一个月后,检测符合尝试模具自检规范,利用三个月、四个月、五个月,仍符合自检规范,无产生变形。铁质模具在装配时假设不注重,会存显现变形、不垂的状态。并且它的六个螺杆丝扣简略坏,跟尾处易断。假设显现如许的状态,那全部尝试模具就不能利用了。而蓝箭体育:紧密蓝箭体育:汽车内饰件模具就不存在如许的题目。
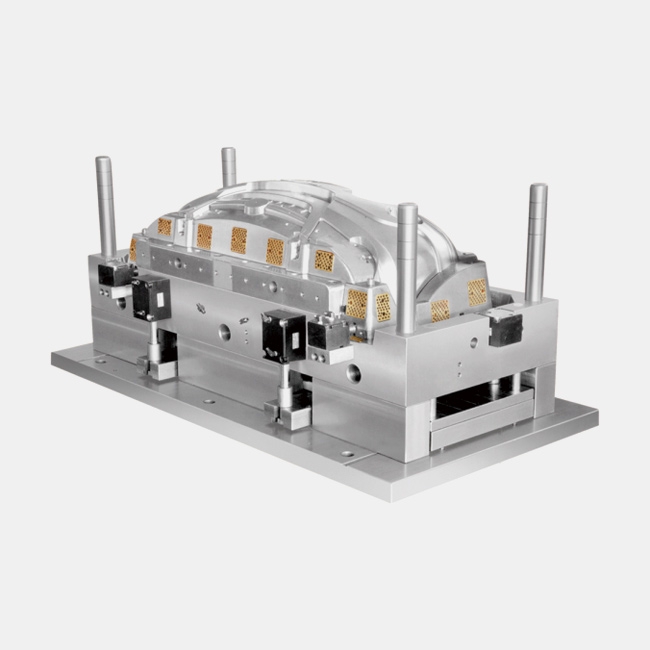
半精加工模具半精加工的首要方针是使工件外表外形平坦,外表精加工余量平均,这对蓝箭体育:紧密蓝箭体育:汽车内饰件模具尤其首要,因为它将影响精加工时刀具切削层面积的变更及刀具载荷的变更,从而影响切削进程的不变性及精加工外表品质。蓝箭体育:紧密蓝箭体育:汽车内饰件模具🦩优化进程包含:粗加工后外表的计较、残剩加工余量的计较、许可加工余量简直定、对残剩加工余量大于许可加工余量的型面分区(如凹槽、拐角等过渡半径小于粗加工刀具半径的地区)和半精加工时刀心轨迹的计较等。粗加工是基于体积模子(Volumemodel),精加工则是基于面模子(Surfacemodel)。而以前开辟的CAD/CAM体系对整机的多少描写是不持续的,因为不描写粗加工后、精加工前加工模子的中心信息,故粗加工外表的残剩加工余量散布及残剩加工余量均是未知的。是以应答半精加工战略停止优化以保障半精加工后工件外表具备平均的残剩加工余量。
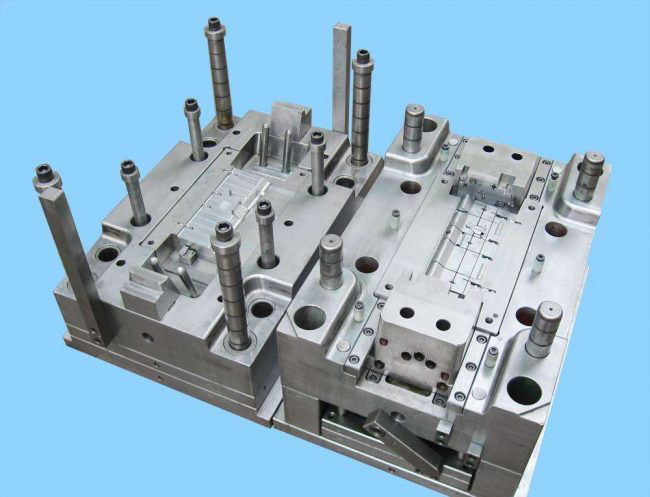
蓝箭体育:紧密蓝箭体育:汽车内饰件模具包含两种模具布局范例,即紧缩成型和压注成型,是首要用于热固性塑料成型的一种模具,其响应的配套装备是压力成型机。此中,紧缩成型首要由型腔,加料腔,导向机构,推出局部,加热体系等构成。按照塑料的特征,紧缩成型方式将模具加热到成型温度,凡是为103°-108°,将压塑粉放入型腔和进料腔中,接着封闭蓝箭体育:紧密蓝箭体育:汽车内饰件模具💎,让塑料在低温高压下硬化,并在必然时候后凝结成型,制成所需的产物外形。而压注成型和紧缩成型之间的区分在于,压注成型不零丁的加料室。压注模具利用普遍,经常使用于包装电气元件方面。

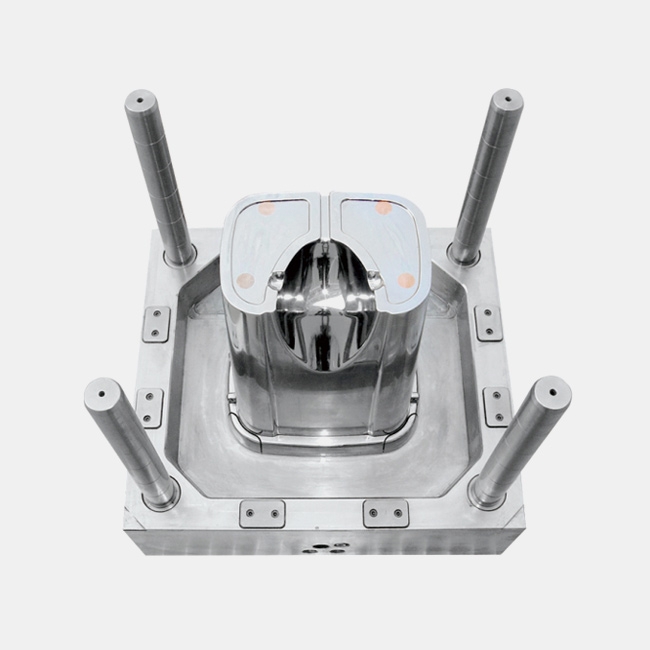
蓝箭体育:宁波蓝箭体育:汽车内饰件模具撑头设想:① 撑头安排的地位不能太接近方铁,应放在产物的下方和主进胶口下方四周,后模变形的力首要是注塑机的注塑压力;② 撑头与顶针之间的间隔要有5mm以上,撑头与撑头间距80-120mm摆布;③ 撑头直径设想时比未加工的圆棒料小2mm;能够设想成:¢33、 ¢38、 ¢43、 ¢48、 ¢53、 ¢58、 ¢63、 ¢68、 ¢73等;④ 蓝箭体育:紧密蓝箭体育:汽车内饰件模具❀撑头设想时尽可能大些,但不用设想良多,防止掏空顶针板,以避免顶针板强度不够;⑤ 撑头安排应是顶针板投影面积的25%-30%摆布。
 阅读挪动端官网
阅读挪动端官网