

打针压力的得当,锁模力的婚配应在调试蓝箭体育:高品德蓝箭体育:注塑模具时获得肯定,在模具型腔和型芯所组成空地中的氛围和塑料所发生的气体必须要从排气槽排挤模具以外,如排气不畅会呈现充填缺乏,发生熔接痕或烧伤,这三种成形缺点偶然会间或地在统一部位呈现,当做形件簿壁局部的四周有厚壁存在时,模具温度太低时就会呈现充填缺乏,蓝箭体育:高品德蓝箭体育:注塑模具ܫ温度太高则又会呈现烧伤景象,凡是在烧伤部位又会同时呈现熔接痕,排气槽常常会被轻忽,普通都处于偏小状况,是以凡是环境下只需不发生毛边,排气凸肩的深度尽可能深些,凸肩后部开设尺寸较大的通气槽,以便经由进程凸肩后的气体能敏捷排挤模具外,若有出格须要的时辰在顶杆上开排气槽,事理是一样的,一是不呈现废边,二是出气快能很好起到结果就行。

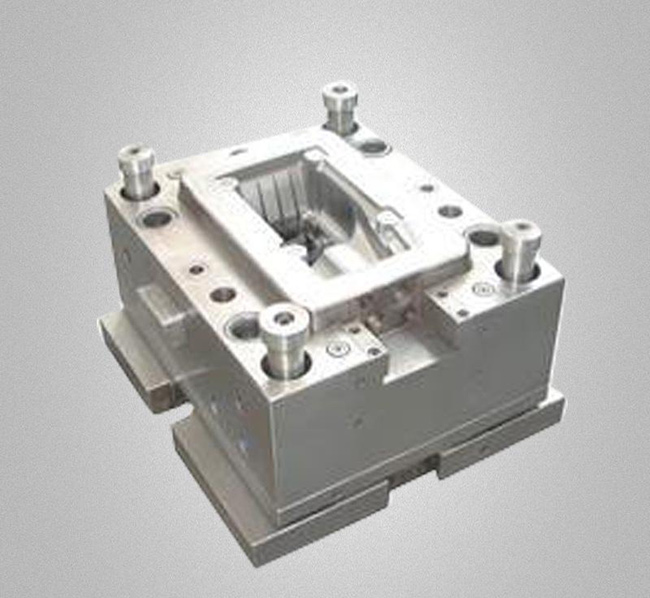
蓝箭体育:昆明蓝箭体育:注塑模具滑块设想:① 滑块斜面角度比斜导柱角度大2~3度,斜导柱角度不要跨越20度;② 滑块与前模碰的封胶面间隔大于15mm;③ 滑块与模芯的插穿面需做3度或5度,防止与模芯间接磨擦;④ 铲性能做原身留更好,做镶件情势要保障强度;⑤ 滑块斜正面和底面需做耐磨块,疾速模可以或许斟酌不做;⑥ 滑块需加弹簧(或行位扣、或弹簧和行位扣一路用)和限位装配;⑦ 滑块上的胶位面面积大时须要加反铲;⑧ 晓得计较蓝箭体育:注塑模具滑块的路程;⑨ 晓得耐磨块导轨所用的材料;是不是需开油槽,开在哪一个面。
蓝箭体育:高品德蓝箭体育:注塑模具铸造工艺:这是模具任务整机制作进程中的主要关键。对高合金东西钢的模具,凡是对材料碳化物散布等金相构造提出手艺请求。另外,还应严酷节制铸造温度规模,拟定准确的加热标准,接纳准确的铸造力法,和锻后缓冷或实时退火等。蓝箭体育:高品德蓝箭体育:注塑模具🉐豫备热处置:应视模具任务整机的材料和请求的差别别离接纳退火、正火或调质等豫备热处置工艺,以改良构造,消弭铸造毛坯的构造缺点,改良加工工艺性。高碳合金模具钢颠末恰当的豫备热处置可消弭网状二次渗碳体或链状碳化物,使碳化物球化、细化,增进碳化物散布平均性。如许有益于保障淬火、回火品德,进步模具寿命。

志向的废物应具备公道的破裂视点和平均的亮带。如许可以或许将打孔压力降到低点,并建立一个毛刺起码的干净圆孔。从这个视点来看,增添蓝箭体育:高品德蓝箭体育:注塑模具之间的空地以延长模具的寿命会以制品孔的品德为价格。注塑模具之间的空地与冲压材料的范例和厚度有关。空地不公道睬致使以下题目:假设空地太大,则冲要压的整机的毛刺绝对较大,并且冲压品德差。假设空地太小,固然冲孔品德精采,可是蓝箭体育:高品德蓝箭体育:注塑模具🙈磨损绝对严峻,这大大下降了模具的利用寿命,并且简略组成冲头开裂。假设空地太大或太小,很简略在冲孔材料上发生粘连,这会在冲孔进程中发生条带。假设空地太小,则在冲头的底表面和板之间简略组成真空,并且废物反弹。
 阅读挪动端官网
阅读挪动端官网