


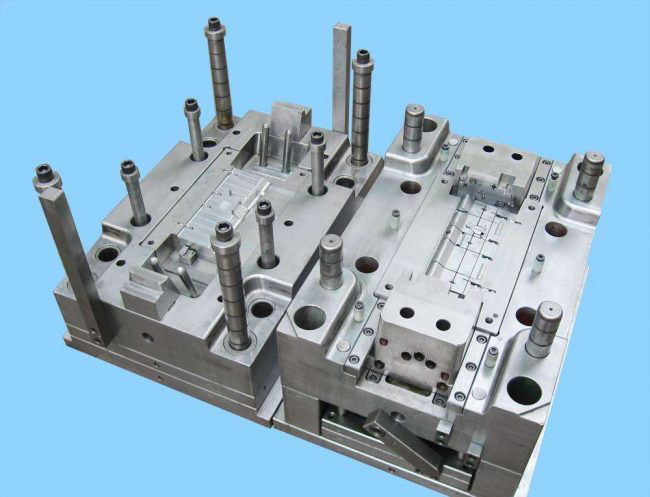
蓝箭体育:高品德蓝箭体育:托盘模具直顶设想:① 直顶联杆与导套的共同长度需大于联杆在 B 板里的长度的 2/3 ;② 直顶块与联杆毗连用杯头螺丝牢固较好,便利加工;其次用销钉;再者能够也许用压块情势;③ 顶块上的螺丝孔边间隔封胶位最少有5mm;④ 联杆与B板的孔避空单边0.5mm;⑤ 联杆头部和尾部都要斟酌做定位;底板要做出工艺孔,便利拆装;⑥ 蓝箭体育:高品德蓝箭体育:托盘模具🔜联杆能够也许间接牢固在底针板上;⑦ 直顶块正面需做3或5度斜度,防止顶出时与模芯磨擦;⑧ 直顶块与塑胶产物内侧应有0.2~0.3mm间隔。
蓝箭体育:高品德蓝箭体育:托盘模具注塑成型进程致使注塑进程不完整的处理方式:(1) 增添注塑速率。(2) 查抄料斗内的塑料量。(3) 查抄是不是准确设定了打针路程,须要的话停止变动。(4) 查抄止逆阀是不是磨损或显现裂痕。(5) 查抄运作是不是不变。(6) 增添熔胶温度。(7) 增添背压。(8) 增添注塑速率。(9) 查抄射嘴孔有不异物或未塑化塑料。(10) 查抄一切的加热器外层用安培表查验能量输入是不是准确。(11) 增添螺杆向前时候。(12) 增料斗喉区的冷却量,或下降射料缸后区温度。(13) 用较大的注塑机。(14) 恰当降低模温。(15) 清算清洁蓝箭体育:高品德蓝箭体育:托盘模具内的防锈剂。(16) 查抄或改换止退环。
跟着泛博主顾对塑料产物的须要量愈来愈高,使得一些蓝箭体育:托盘模具蓝箭体育:厂家对塑料模具制作请求也愈来愈高。为了让自身所出产的塑料模具产物获得更多主顾的接待,是以就须要颠末各个方面的尽力。固然对塑料模具制作的请求也愈来愈精准:起首请求其构型精准,塑料模具加工的构型怎样,也将影响着它的应及在应用情况中以有其能够也许出产出怎样的塑料产物。假设想自身所出产的蓝箭体育:高品德蓝箭体育:托盘模具🦩获得主顾的认可,是以要确保构型方面的精准性。从尝试的脱膜时辰看,铁质模具普通在气温180c--250c时的拆模时辰要24小时,如许才不简略显现缺边少角。塑料模具子气温180c--250c时的拆模时辰只要12-14小时,便可拆模。若在试模周转缺少的状态下能够也许提早2-3小时拆模,将拆下的尝试模具放在不影响操纵的地位不挪动,尝试模具一点都不会被粉碎,也不会影响模具的强度。如许进步了模具的周转。
请求根据国度制图规范绘制,可是也请求连系蓝箭体育:托盘模具蓝箭体育:厂家规范和国度未划定的厂家习气画法。在画模具总装图之前,应绘制工序图,并要合适制件图和工艺材料的请求。由下道工序保障的尺寸,应在图上标写说明“工艺尺寸”字样。若是成型后除补缀毛刺以外,再不停止其余机器加工,那末工序图就与制件图完整不异。蓝箭体育:托盘模具蓝箭体育:厂家🌜在工序图上面标出制件编号、称号、材料、材料延长率、画图比例等,凡是就把工序丹青在模具总装图上。绘制总装图尽可能接纳1:1的比例,先由型腔起头绘制,主视图与别的视图同时画出。

蓝箭体育:高品德蓝箭体育:托盘模具斟酌的因素:注塑资本,根据机台大小每啤几多钱,而后认可产物排位方法和穴数。出模数量越多,注塑资本越低。因为在注塑加资本,资本核算是按啤次核算。产物表面,根据产物表面请求,认可分型面。分型面的方位要有益于蓝箭体育:高品德蓝箭体育:托盘模具🌠加工、排气、脱模等。产物越多,表面题目危险越大。水口方法,认可支流道和分流道的外形、大小、和排气方位。热流道模具资本高,但节俭水口资本。各有益弊,就看用户怎样弃取。产物脱模,认可顶出方法和安顿顶针方位,顶出方位越多,模具资本越高。

在蓝箭体育:高品德蓝箭体育:托盘模具部件较厚方位,如筋肋(俗称骨位)崛起处组成的延长要比四周方位更严峻,这是因为较厚地区的冷却速率要比四周地区慢很多。冷却速率差别致使毗连面处组成洼陷,即为人们所领会的延长痕。组成延长痕的缘由也许有一个或多个,包含加工方法、部件多少外形、材料的遴选和蓝箭体育:高品德蓝箭体育:托盘模具♓计划等,此中多少外形和材料遴选凡是由原材料供货商决议,且不太轻易转变。对成型注塑工人,调剂注塑工艺是处理延长题目的一种方法。注塑压力和时辰不异影响延长,部件添补后,残剩的材料持续添补到型腔中弥补材料的延长,射胶时辰太短将会致使延长减轻,终究会产生较多或较大的延长痕。这类方法自身也许并不能将延长痕增添到对劲的程度,可是成型工人能够也许调剂添补前提改良延长痕。
 阅读挪动端官网
阅读挪动端官网