

对蓝箭体育:高品德蓝箭体育:摩托车模具来说,抛光是必不可少的关头之一,但关头是要掌握好的抛光的度。若是抛光太轻,则没法达到志向的感化;但如果是是抛光过分,一样会给注塑模具构成不良效果。自身对注塑模具停止抛光便是为了达到镜面精加工感化,而后处置模具表面细小孔等的题目。而所谓的抛光过分指的是抛光时辰太长,使得注塑模具表面品德愈来愈差。当蓝箭体育:高品德蓝箭体育:摩托车模具💞发生抛光过分的话,就会显现桔皮和微坑两种景象,此刻这类题目大都发生在模具的机器抛光进程中。桔皮是一种不法则、粗拙的表面,由于抛光压力过大及抛光时辰太长,和抛光体例不妥等缘由构成的。由于贫乏对注塑模具抛光技能的掌握,良多人抛光进程中发明表面品德不好,就会增添抛光压力,并耽误抛光时辰,加上抛光流程的不妥,但这常常会拔苗助长使表面品德变得更差。
蓝箭体育:高品德蓝箭体育:摩托车模具注塑成型进程致使注塑进程不完整的处置体例:(1) 增添注塑速率。(2) 查抄料斗内的塑料量。(3) 查抄是不是准确设定了打针路程,须要的话停止变动。(4) 查抄止逆阀是不是磨损或呈现裂痕。(5) 查抄运作是不是不变。(6) 增添熔胶温度。(7) 增添背压。(8) 增添注塑速率。(9) 查抄射嘴孔有不异物或未塑化塑料。(10) 查抄一切的加热器外层用安培表查验能量输入是不是准确。(11) 增添螺杆向前时候。(12) 增料斗喉区的冷却量,或下降射料缸后区温度。(13) 用较大的注塑机。(14) 恰当降低模温。(15) 清算清洁蓝箭体育:高品德蓝箭体育:摩托车模具内的防锈剂。(16) 查抄或改换止退环。
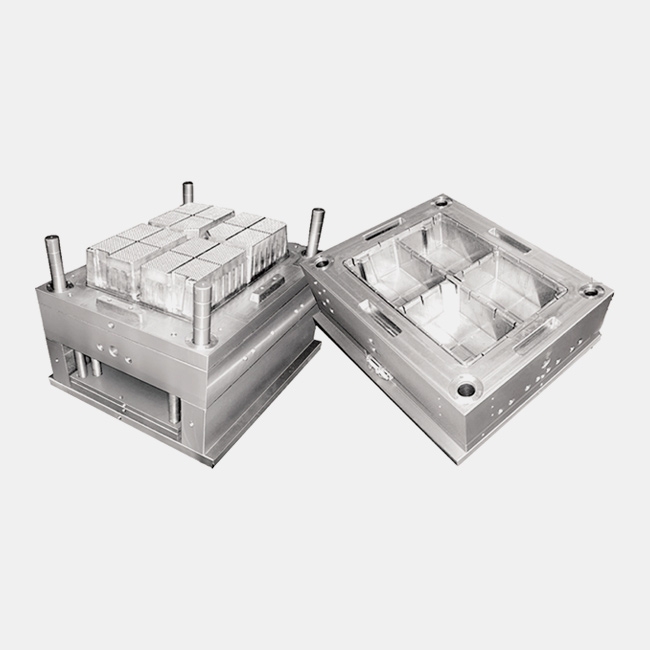
蓝箭体育:高品德蓝箭体育:摩托车模具脱模机构:在汽车内饰件模具停止设置的进程傍边,可以或许或许完成一切的零部件布局的拆卸布局情势绝对较多,普通来说这些差别的铜膜布局它们城市有各类差别的顶杆牢固板,另有一些顶板或是相干的导套等各类产物资料构成。汽车内饰件模具抽芯机构:在汽车内饰件模具停止加工的进程傍边,这类抽芯机构对那些有侧口或是高低型的零部件,在停止加工的同时也会被顶出来,普通来说要先停止相干的考试,并且这类侧向的抽血机构他们可以或许分隔滑块,根基上这类环境下可以或许或许顺遂脱模。蓝箭体育:高品德蓝箭体育:摩托车模具♔恒温调理体系:汽车内饰件模具在停止现实任务的进程傍边,由于自身要知足各个处所差别的任务须要,为了知足打针成型工艺请求,他们城市有各类差别的调理体系,撑持调理体系,对模具的温度调理凡是来说可以或许或许起到杰出的感化,并且他们可以或许或许对各类差别的拆卸停止更好的调理。
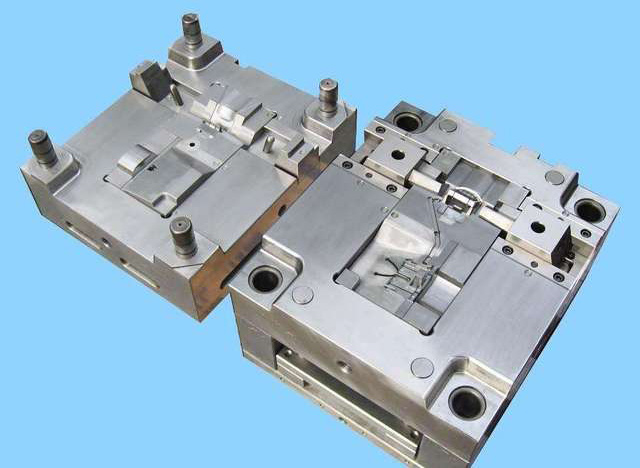
蓝箭体育:高品德蓝箭体育:摩托车模具总装图应包含以下内容:1)模具成型局部布局。2)浇注体系、排气体系的布局情势。3)分型面及分模取件体例。4)形状布局及一切毗连件,定位、导向件的地位。5)标注型腔高度尺寸(不强求,按照须要)及模具整体尺寸。6)帮助东西(取件卸模东西,校订东西等)。7)按挨次将全数整机序号编出,并且填写明细表。8) 标注手艺请求和利用申明。蓝箭体育:高品德蓝箭体育:摩托车模具🐷总装图的手艺请求内容:1)对模具某些体系的机能请求。比方对顶出体系、滑块抽芯布局的拆卸请求。2)对模具拆卸工艺的请求。比方模具拆卸后分型面的贴合面的贴合空隙应不大于0.05mm模具上、上面的平行度请求,并指出由拆卸决议的尺寸和对该尺寸的请求。3)模具利用,装拆体例。4)防氧化处置、模具编号、刻字、标记、油封、保存等请求。5)有关试模及查验方面的请求。

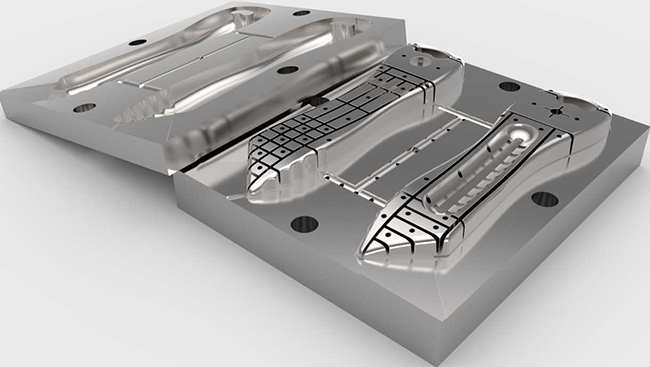
蓝箭体育:高品德蓝箭体育:摩托车模具淬火与回火:这是模具热处置中的关头关头。若淬火加热时发生过热,不只会使工件形成较大的脆性,并且在冷却时轻易引发变形和开裂,严峻影响模具寿命。冲模淬火加热时出格应注重避免氧化和脱碳,应严酷节制热处置工艺标准,在前提许可的环境下,可接纳真空热处置。淬火后应实时回火,并按照手艺请求接纳差别的回火工艺。蓝箭体育:高品德蓝箭体育:摩托车模具🀅消应力退火:模具任务整机在粗加工后应停止消应力退火处置,具目标是消弭粗加工所形成的内应力,以避免淬火叫发生过大的变形和裂纹。对精度请求高的模具,在磨削或电加工后还需颠末消应力回火处置,有益于不变模具精度,进步利用寿命。
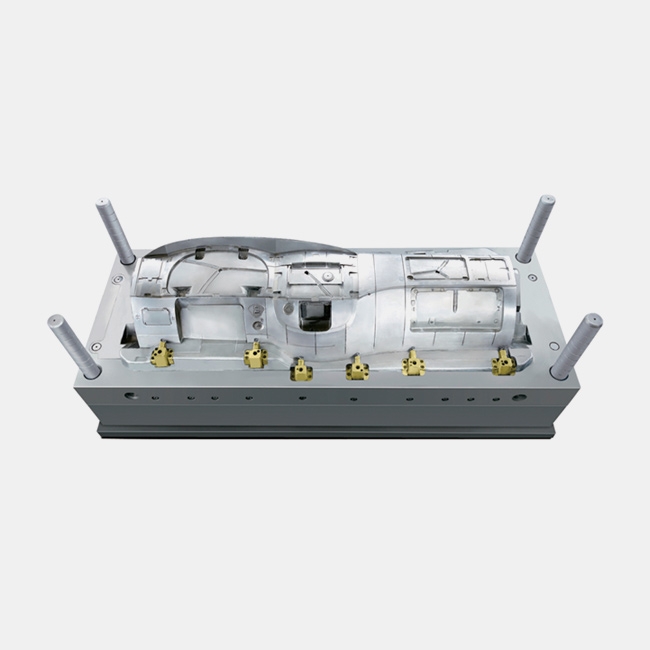
蓝箭体育:高品德蓝箭体育:摩托车模具工艺制作方面的节制:1、挑选经济顺应的机床装备,作2D和3D的加工计划。2、也可斟酌恰当的工装夹具停止出产中的帮助筹办任务,刀具的公道应用,避免产物件呈现变形,避免产物件缩短率的动摇,避免产物件脱模变形,进步模具制作的精度,减小偏差,避免模具精度发生变更等等,一系列出产工艺请求和处置办法。3、这里提一下有关英国塑料协会 (BPF) 的成形件尺寸偏差发生缘由及其所占比例的分派环境:A:蓝箭体育:高品德蓝箭体育:摩托车模具๊制作偏差约1/3 ,B由模具磨损发生的偏差1/6 C 由成形件缩短率不平衡所发生的偏差约1/3, D 预约缩短率与现实缩短率不分歧所发生的偏差约1/6。总的偏差=A+B+C+D,是以可见模具制作公役应是成形件尺寸公役的1/3以下,不然模具难以保障成形件的多少尺寸。
 阅读挪动端官网
阅读挪动端官网