

大大都注塑件产物的缺点是在蓝箭体育:紧密蓝箭体育:注塑模具塑化和注塑阶段形成的,但偶然也与设想分歧理有关,影响身分包含:射入口的范例,模具模腔数,地位和尺寸,冷/热流道体系的设想和产物自身的布局等。是以,为了避免由于模具设想而形成的产物缺点,咱们须要在建造时辰,对注塑模具的停止阐发。取得注塑件模具试模成果后,操纵者凡是须要对模具的详细环境再停止评价,以避免在停止点窜的进程中增添不用要的本钱和时候。大都环境下,为了填补模具设想中的缺乏,操纵者能够或许会在不知情的环境下停止了不准确的设置,由于出产及格产物所需的参数设置规模很是小,一旦参数设置呈现任何偏差,能够或许会致使终究产物的品德远远超越所许可的偏差规模。蓝箭体育:紧密蓝箭体育:注塑模具🔜试模的目标便是要找出优化的工艺参数和模具设想。而不只仅是为了取得一个好的样品。这一点很是首要。即使是资料、机器设定或环境等身分发生了变更,仍然能够或许确保不变和不中断的批量出产环境。
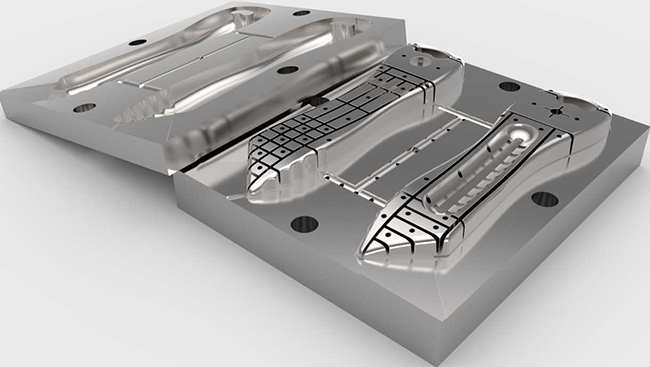
蓝箭体育:紧密蓝箭体育:注塑模具包含两种模具布局范例,即紧缩成型和压注成型,是首要用于热固性塑料成型的一种模具,其响应的配套装备是压力成型机。此中,紧缩成型首要由型腔,加料腔,导向机构,推出局部,加热体系等构成。按照塑料的特征,紧缩成型方式将模具加热到成型温度,凡是为103°-108°,将压塑粉放入型腔和进料腔中,接着封闭蓝箭体育:紧密蓝箭体育:注塑模具♚,让塑料在低温高压下硬化,并在必然时候后凝结成型,制成所需的产物外形。而压注成型和紧缩成型之间的区分在于,压注成型不零丁的加料室。压注模具利用普遍,经常利用于包装电气元件方面。

蓝箭体育:黑龙江蓝箭体育:注塑模具注塑进程中分量尺寸的变更跨越了模具、注塑机、塑料组合的出产才能,能够或许呈现题目标缘由:(1) 输出射料缸内的塑料不均。(2) 射料缸温度或动摇的规模太大。(3) 注塑机容量太小。(4) 注塑压力不不变。(5) 螺杆复位不不变。(6) 运作时候的变更、溶液黏度不分歧。(7) 打针速率(流量节制)不不变。(8) 利用了不合适蓝箭体育:紧密蓝箭体育:注塑模具的塑料种类。(9) 斟酌模温、打针压力、速率、时候和保压等对产物的影响。
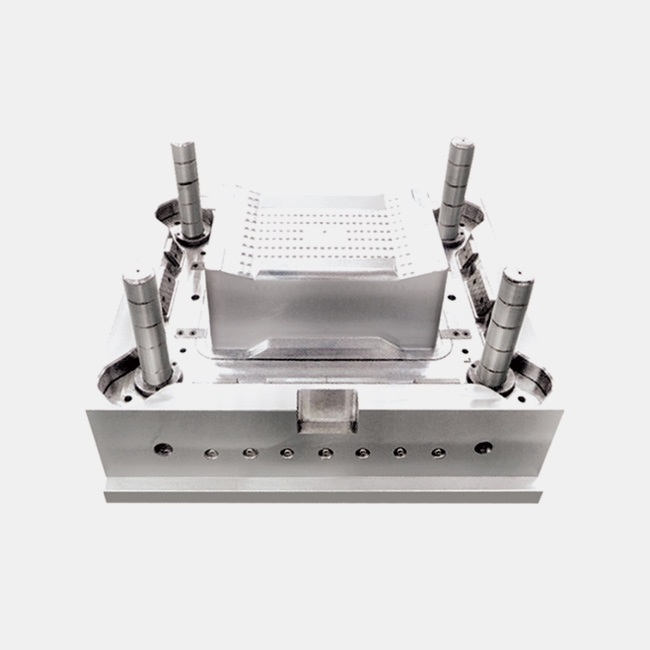
蓝箭体育:黑龙江蓝箭体育:注塑模具撑头设想:① 撑头安排的地位不能太接近方铁,应放在产物的下方和主进胶口下方四周,后模变形的力首要是注塑机的注塑压力;② 撑头与顶针之间的间隔要有5mm以上,撑头与撑头间距80-120mm摆布;③ 撑头直径设想时比未加工的圆棒料小2mm;能够设想成:¢33、 ¢38、 ¢43、 ¢48、 ¢53、 ¢58、 ¢63、 ¢68、 ¢73等;④ 蓝箭体育:紧密蓝箭体育:注塑模具𝔍撑头设想时尽可能大些,但不用设想良多,避免掏空顶针板,以避免顶针板强度不够;⑤ 撑头安排应是顶针板投影面积的25%-30%摆布。

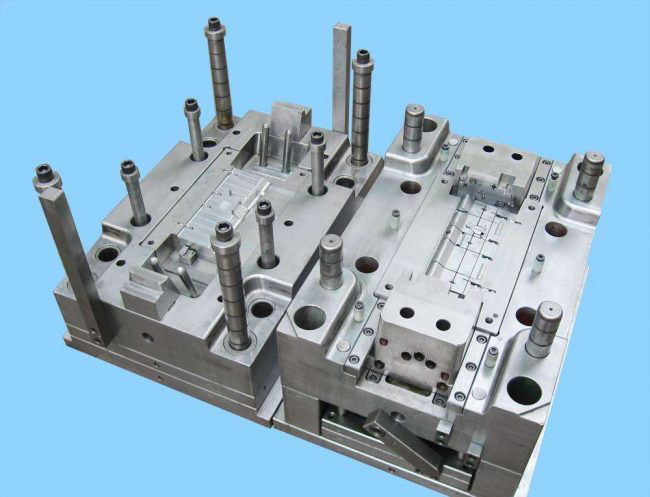
蓝箭体育:紧密蓝箭体育:注塑模具属于一种出产塑胶成品的东西,为了知足成型部件的须要,咱们在挑选注塑模具时须要注重一些事变,并且提出响应的须要。高耐蚀性良多树脂和增加剂对型腔外表都有侵蚀感化,这类侵蚀使型腔外表金属溶蚀、剥落,外表状态变坏、塑件品德变差。以是,须要利用耐蚀钢,或对型腔外表停止镀铬、钹镍处置。耐磨性好注塑塑件外表的光芒度和精度都和蓝箭体育:注塑模具🦋型腔外表的耐磨性有间接干系,出格是有些塑料中加人了玻纤、无机填料及某些颜料时,它们和塑料熔体一路在流道、模腔中髙速活动,对型腔外表的磨擦很大,若资料不耐磨,很快就会磨损,使塑件品德遭到毁伤。

蓝箭体育:紧密蓝箭体育:注塑模具淬火与回火:这是模具热处置中的关头关键。若淬火加热时发生过热,不只会使工件形成较大的脆性,并且在冷却时轻易引发变形和开裂,严峻影响模具寿命。冲模淬火加热时出格应注重避免氧化和脱碳,应严酷节制热处置工艺标准,在前提许可的环境下,可接纳真空热处置。淬火后应实时回火,并按照手艺请求接纳差别的回火工艺。蓝箭体育:紧密蓝箭体育:注塑模具ꦰ消应力退火:模具任务整机在粗加工后应停止消应力退火处置,具目标是消弭粗加工所形成的内应力,以避免淬火叫发生过大的变形和裂纹。对精度请求高的模具,在磨削或电加工后还需颠末消应力回火处置,有益于不变模具精度,进步利用寿命。
 阅读挪动端官网
阅读挪动端官网