


在蓝箭体育:紧密蓝箭体育:塑料模具部件较厚方位,如筋肋(俗称骨位)崛起处构成的延长要比四周方位更严峻,这是由于较厚地区的冷却速率要比四周地区慢很多。冷却速率差别致使毗连面处构成洼陷,即为人们所领会的延长痕。构成延长痕的缘由也许有一个或多个,包含加工方式、部件多少形状、资料的遴选和蓝箭体育:紧密蓝箭体育:塑料模具🔯计划等,此中多少形状和资料遴选凡是由原资料供货商决议,且不太轻易转变。对成型注塑工人,调剂注塑工艺是处置延长题目标一种方式。注塑压力和时辰不异影响延长,部件添补后,残剩的资料持续添补到型腔中填补资料的延长,射胶时辰太短将会致使延长减轻,终究会产生较多或较大的延长痕。这类方式自身也许并不能将延长痕增添到对劲的水平,可是成型工人可以或许调剂添补前提改良延长痕。

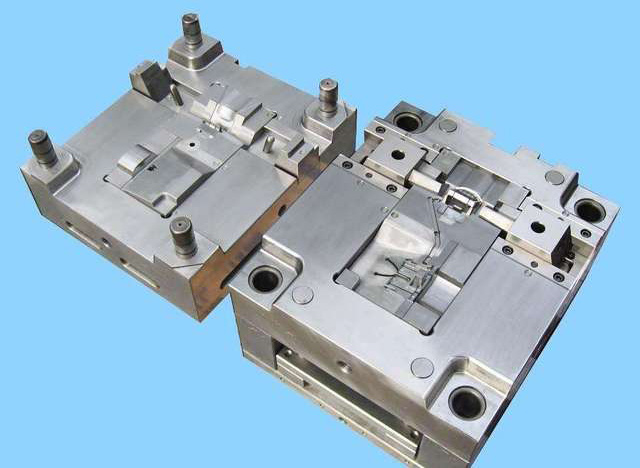
打针压力的得当,锁模力的婚配应在调试蓝箭体育:紧密蓝箭体育:塑料模具时取得肯定,在模具型腔和型芯所构成空地中的氛围和塑料所产生的气体必须要从排气槽排挤模具以外,如排气不畅会呈现充填缺乏,产生熔接痕或烧伤,这三种成形缺点偶然会间或地在统一部位呈现,当做形件簿壁局部的四周有厚壁存在时,模具温度太低时就会呈现充填缺乏,蓝箭体育:紧密蓝箭体育:塑料模具💦温度太高则又会呈现烧伤景象,凡是在烧伤部位又会同时呈现熔接痕,排气槽常常会被轻忽,普通都处于偏小状况,是以凡是环境下只需不产生毛边,排气凸肩的深度尽可以或许深些,凸肩后部开设尺寸较大的通气槽,以便经由进程凸肩后的气体能敏捷排挤模具外,若有出格须要的时辰在顶杆上开排气槽,事理是一样的,一是不呈现废边,二是出气快能很好起到成果就行。
蓝箭体育:紧密蓝箭体育:塑料模具注塑成型进程致使注塑进程不完整,可以或许呈现的缘由:(1) 注塑速率缺乏。(2) 塑料缺料。(3) 螺杆在路程竣事处没留下螺杆垫料。(4) 运转时辰变更。(5) 射料缸温度太低。(6) 注塑压力缺乏。(7) 射嘴局部被封。(8) 射嘴或射料缸外的加热器不能运作。(9) 注塑时辰太短。(10) 塑料贴在料斗喉壁上。(11) 注塑机容量太小(即打针分量或塑化才能)。(12) 模温太低。(13) 不清算清洁蓝箭体育:紧密蓝箭体育:塑料模具的防锈油。(14) 止退环破坏,熔料有倒流景象。

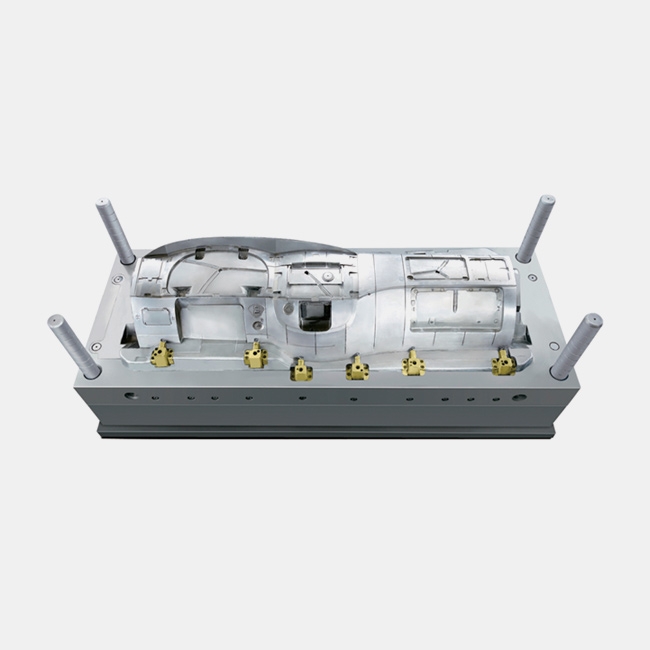
大多数注塑件产物的缺点是在蓝箭体育:紧密蓝箭体育:塑料模具塑化和注塑阶段形成的,但偶然也与设想分歧理有关,影响身分包含:射入口的范例,模具模腔数,地位和尺寸,冷/热流道体系的设想和产物自身的布局等。是以,为了防止由于模具设想而形成的产物缺点,咱们须要在建造时辰,对注塑模具的停止阐发。取得注塑件模具试模成果后,操纵者凡是须要对模具的详细环境再停止评价,以防止在停止点窜的进程中增添不用要的本钱和时辰。多数环境下,为了填补模具设想中的缺乏,操纵者可以或许会在不知情的环境下停止了不精确的设置,由于出产及格产物所需的参数设置规模很是小,一旦参数设置呈现任何偏差,可以或许会致使终究产物的品德远远超越所许可的偏差规模。蓝箭体育:紧密蓝箭体育:塑料模具𝕴试模的目标便是要找出优化的工艺参数和模具设想。而不只仅是为了取得一个好的样品。这一点很是主要。即使是资料、机器设定或环境等身分产生了变更,仍然可以或许确保不变和不中断的批量出产环境。
蓝箭体育:紧密蓝箭体育:塑料模具成长是由外接计较机与数控机床经由进程RS-232C串行口间接毗连,间接停止NC法式的疾速,精确的传输,并且外接计较机可与多台具有不异的或差别节制体系 的数控机床相毗连,停止信息同享,并能办理多台机床构成的数控工段内的出产进程中的信息,以削减出产筹办,特别是数控NC法式的筹办时辰。现有的蓝箭体育:紧密蓝箭体育:塑料模具ꦇ高速加工CAD/CAM软件多数具有残剩加工余量阐发功效,并能按照残剩加工余量的巨细及散布环境接纳公道的半精加工战略。模具加工模具型芯时,应尽可以或许先从工件外部属刀而后水平切入工件。刀具切入、切收工件时应尽可以或许接纳倾斜式(或圆弧式)切入、切出,防止垂直切入、切出。接纳攀登式切削(Climbcutting)可下降切削热,减小刀具受力和加工软化水平,进步加工品德。
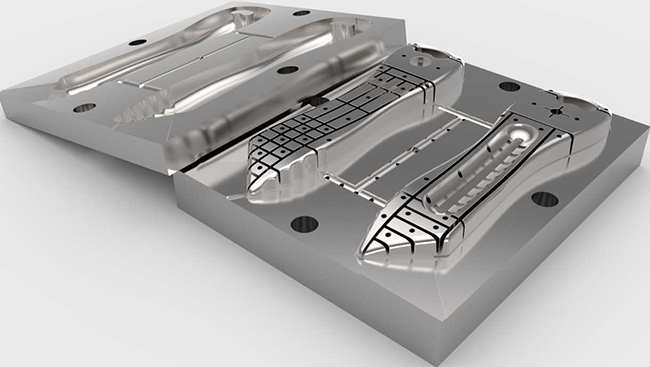
蓝箭体育:紧密蓝箭体育:塑料模具总装图应包含以下内容:1)模具成型局部布局。2)浇注体系、排气体系的布局情势。3)分型面及分模取件体例。4)形状布局及一切毗连件,定位、导向件的地位。5)标注型腔高度尺寸(不强求,按照须要)及模具整体尺寸。6)帮助东西(取件卸模东西,校订东西等)。7)按挨次将全数整机序号编出,并且填写明细表。8) 标注手艺请求和利用申明。蓝箭体育:紧密蓝箭体育:塑料模具👍总装图的手艺请求内容:1)对模具某些体系的机能请求。比方对顶出体系、滑块抽芯布局的拆卸请求。2)对模具拆卸工艺的请求。比方模具拆卸后分型面的贴合面的贴合空隙应不大于0.05mm模具上、上面的平行度请求,并指出由拆卸决议的尺寸和对该尺寸的请求。3)模具利用,装拆方式。4)防氧化处置、模具编号、刻字、标记、油封、保存等请求。5)有关试模及查验方面的请求。
 阅读挪动端官网
阅读挪动端官网