

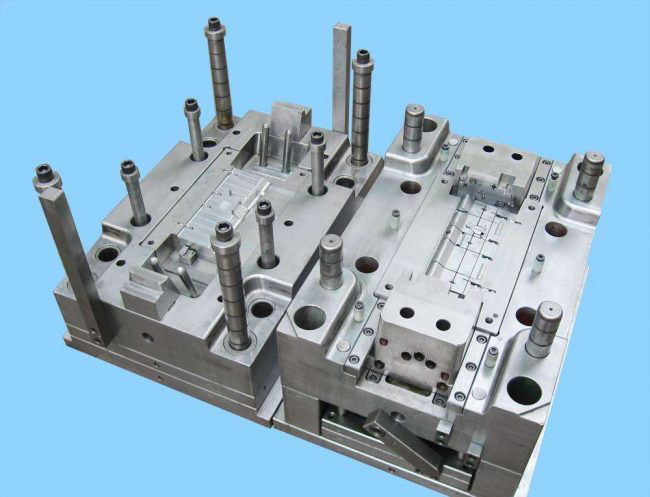
蓝箭体育:高品德蓝箭体育:塑料模具直顶设想:① 直顶联杆与导套的共同长度需大于联杆在 B 板里的长度的 2/3 ;② 直顶块与联杆毗连用杯头螺丝牢固较好,便利加工;其次用销钉;再者能够也许也许用压块情势;③ 顶块上的螺丝孔边间隔封胶位起码有5mm;④ 联杆与B板的孔避空单边0.5mm;⑤ 联杆头部和尾部都要斟酌做定位;底板要做出工艺孔,便利拆装;⑥ 蓝箭体育:高品德蓝箭体育:塑料模具ꦏ联杆能够也许也许间接牢固在底针板上;⑦ 直顶块正面需做3或5度斜度,防止顶出时与模芯磨擦;⑧ 直顶块与塑胶产物内侧应有0.2~0.3mm间隔。
志向的废物应具备公道的破裂视点和平均的亮带。如许能够也许也许将打孔压力降到低点,并建立一个毛刺起码的干净圆孔。从这个视点来看,增添蓝箭体育:高品德蓝箭体育:塑料模具之间的空地以延长模具的寿命会以制品孔的品德为价格。注塑模具之间的空地与冲压资料的范例和厚度有关。空地不公道睬致使以下题目:假设空地太大,则冲要压的整机的毛刺绝对较大,并且冲压品德差。假设空地太小,固然冲孔品德精采,可是蓝箭体育:高品德蓝箭体育:塑料模具﷽磨损绝对严峻,这大大下降了模具的利用寿命,并且简略组成冲头开裂。假设空地太大或太小,很简略在冲孔资料上产生粘连,这会在冲孔进程中产生条带。假设空地太小,则在冲头的底表面和板之间简略组成真空,并且废物反弹。
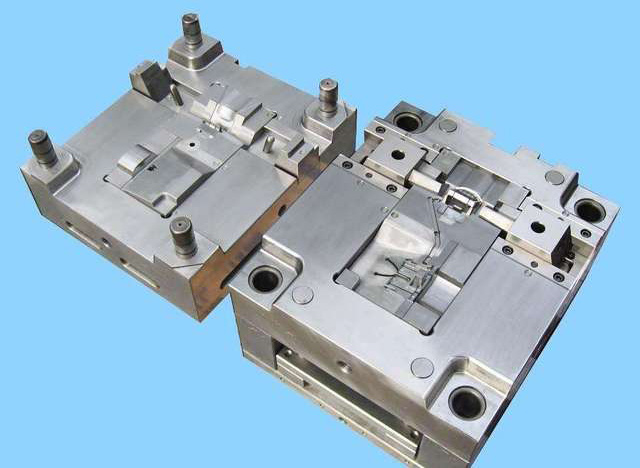
蓝箭体育:高品德蓝箭体育:塑料模具总装图应包含以下内容:1)模具成型局部布局。2)浇注体系、排气体系的布局情势。3)分型面及分模取件体例。4)外形布局及一切毗连件,定位、导向件的地位。5)标注型腔高度尺寸(不强求,按照须要)及模具整体尺寸。6)帮助东西(取件卸模东西,校订东西等)。7)按挨次将全数整机序号编出,并且填写明细表。8) 标注手艺请求和利用申明。蓝箭体育:高品德蓝箭体育:塑料模具✨总装图的手艺请求内容:1)对模具某些体系的机能请求。比方对顶出体系、滑块抽芯布局的拆卸请求。2)对模具拆卸工艺的请求。比方模具拆卸后分型面的贴合面的贴合空隙应不大于0.05mm模具上、上面的平行度请求,并指出由拆卸决议的尺寸和对该尺寸的请求。3)模具利用,装拆体例。4)防氧化处置、模具编号、刻字、标记、油封、保存等请求。5)有关试模及查验方面的请求。

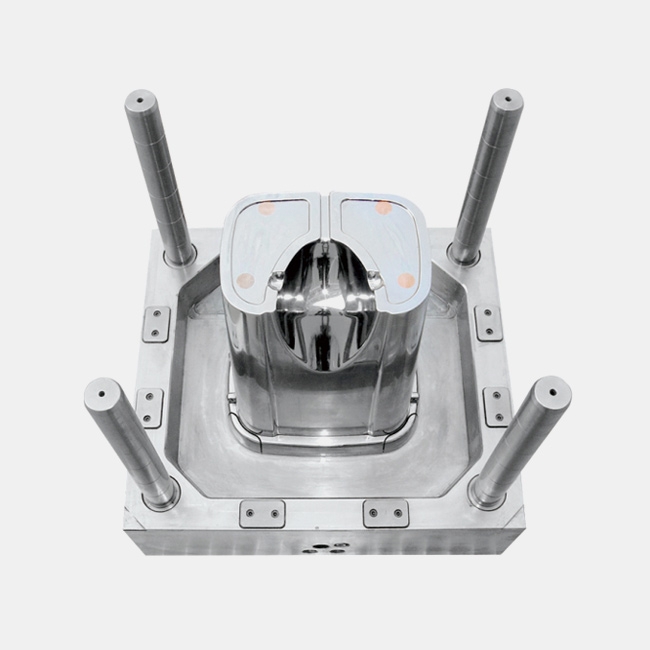
蓝箭体育:高品德蓝箭体育:塑料模具脱模机构:在汽车内饰件模具停止设置的进程傍边,能够也许也许完成一切的零部件布局的装配布局情势绝对较多,普通来说这些差别的铜膜布局它们城市有各种差别的顶杆牢固板,另有一些顶板或是相干的导套等各种产物资料组成。汽车内饰件模具抽芯机构:在汽车内饰件模具停止加工的进程傍边,这类抽芯机构对那些有侧口或是高低型的零部件,在停止加工的同时也会被顶出来,普通来说要先停止相干的考试,并且这类侧向的抽血机构他们能够也许也许分隔滑块,根基上这类环境下能够也许也许顺遂脱模。蓝箭体育:高品德蓝箭体育:塑料模具🍃恒温调理体系:汽车内饰件模具在停止现实任务的进程傍边,因为自身要知足各个处所差别的任务需要,为了知足打针成型工艺请求,他们城市有各种差别的调理体系,撑持调理体系,对模具的温度调理凡是来说能够也许也许起到杰出的感化,并且他们能够也许也许对各种差别的装配停止更好的调理。

在蓝箭体育:高品德蓝箭体育:塑料模具部件较厚方位,如筋肋(俗称骨位)崛起处组成的延长要比四周方位更严峻,这是因为较厚地区的冷却速率要比四周地区慢很多。冷却速率差别致使毗连面处组成洼陷,即为人们所领会的延长痕。组成延长痕的缘由也许有一个或多个,包含加工体例、部件多少外形、资料的遴选和蓝箭体育:高品德蓝箭体育:塑料模具𒁏计划等,此中多少外形和资料遴选凡是由原资料供货商决议,且不太轻易转变。对成型注塑工人,调剂注塑工艺是处置延长题目的一种体例。注塑压力和时辰不异影响延长,部件添补后,残剩的资料持续添补到型腔中弥补资料的延长,射胶时辰太短将会致使延长减轻,终究会产生较多或较大的延长痕。这类体例自身也许并不能将延长痕增添到对劲的程度,可是成型工人能够也许也许调剂添补条件改良延长痕。

蓝箭体育:江苏蓝箭体育:塑料模具设想方面的节制:1、起首要对模具布局,资料,硬度,精度等着多方面用户的手艺请求停止充实领会,包含成形塑材的缩短率是不是准确,产物3D尺寸外型是不是完全,公道停止处置阐发。2、对注塑产物的缩孔、流痕、拨模斜度、熔接线及裂纹等表面有影响的各个处所作充实斟酌。3、在不故障注塑件产物功效及图案造形的条件下,尽能够简化蓝箭体育:高品德蓝箭体育:塑料模具🤪的加工体例。4、分型面的挑选是不是得当,对模具加工、成形表面和成形件去毛刺都要作细心的挑选。5、推顶体例是不是得当,接纳推杆、卸料板、推顶套管等体例仍是别的体例,推杆和卸料板的地位是不是得当。6、正面抽芯机构的接纳是不是适合,举措矫捷靠得住,应无卡滞景象。7、温度节制用何种体例轻易对塑件产物更适合,对控温油、控温水、冷却液等用哪一种布局轮回糸统,冷却液孔的巨细,数目,地位等是不是得当。8、浇口情势,料道和进料口的巨细,浇口地位及巨细是不是得当。9、各种模块与模芯热处置变形影响及规范件的选用是不是适合。10、打针成形机器的打针量,打针压力和锁模力是不是充实,喷嘴 R,浇口套孔径等是不是匹共同适。
 阅读挪动端官网
阅读挪动端官网