

请求按照国度制图规范绘制,可是也请求连系蓝箭体育:塑胶模具蓝箭体育:厂家规范和国度未划定的厂家习气画法。在画模具总装图之前,应绘制工序图,并要合适制件图和工艺资料的请求。由下道工序保证的尺寸,应在图上标写说明“工艺尺寸”字样。若是成型后除补缀毛刺以外,再不停止其余机器加工,那末工序图就与制件图完整不异。蓝箭体育:塑胶模具蓝箭体育:厂家𝓡在工序图上面标出制件编号、称号、资料、资料延长率、画图比例等,凡是就把工序丹青在模具总装图上。绘制总装图尽可以或许接纳1:1的比例,先由型腔起头绘制,主视图与别的视图同时画出。

蓝箭体育:紧密蓝箭体育:塑胶模具成长是由外接计较机与数控机床经由进程RS-232C串行口间接毗连,间接停止NC法式的疾速,精确的传输,并且外接计较机可与多台具有不异的或差别节制体系 的数控机床相毗连,停止信息同享,并能操持多台机床构成的数控工段内的出产进程中的信息,以削减出产筹办,特别是数控NC法式的筹办时辰。现有的蓝箭体育:紧密蓝箭体育:塑胶模具ಌ高速加工CAD/CAM软件多数具有残剩加工余量阐发功效,并能按照残剩加工余量的巨细及散布情况接纳公道的半精加工战略。模具加工模具型芯时,应尽可以或许先从工件外部属刀而后水平切入工件。刀具切入、切收工件时应尽可以或许接纳倾斜式(或圆弧式)切入、切出,避免垂直切入、切出。接纳攀登式切削(Climbcutting)可下降切削热,减小刀具受力和加工软化水平,进步加工品德。
蓝箭体育:紧密蓝箭体育:塑胶模具工艺制作方面的节制:1、挑选经济顺应的机床装备,作2D和3D的加工计划。2、也可斟酌恰当的工装夹具停止出产中的帮助筹办任务,刀具的公道应用,避免产物件呈现变形,避免产物件延长率的动摇,避免产物件脱模变形,进步模具制作的精度,减小偏差,避免模具精度发生变更等等,一系列出产工艺请求和处置办法。3、这里提一下有关英国塑料协会 (BPF) 的成形件尺寸偏差发生缘由及其所占比例的分派情况:A:蓝箭体育:紧密蓝箭体育:塑胶模具ꦛ制作偏差约1/3 ,B由模具磨损发生的偏差1/6 C 由成形件延长率不平衡所发生的偏差约1/3, D 预约延长率与现实延长率不分歧所发生的偏差约1/6。总的偏差=A+B+C+D,是以可见模具制作公役应是成形件尺寸公役的1/3以下,不然模具难以保证成形件的多少尺寸。
剩余应力首要因为以下三种情况,即充填多余、脱模推出和金属镶嵌件形成的。作为在充填多余的情况下发生的龟裂,处置体例:因为直浇口压力丧失最小,以是,若是龟裂最首要发生在直浇口四周,则可斟酌改用多点散布点浇口、侧浇口及柄形浇口体例;在保证树脂不分化、不劣化的条件下,恰当进步树脂温度可以或许下降熔融粘度,进步活动性,同时也可以或许下降打针压力,以减小应力。普通情况下,蓝箭体育:紧密蓝箭体育:塑胶模具模温较低时轻易发生应力,应恰当进步温度。但当打针速率较高时,即便模温低一些,也可减低应力的发生;打针和保压时辰太长也会发生应力,将其恰当延长或停止Th次保压切换结果较好;非结晶性树脂,如 AS树脂、 ABS树脂、 PMMA树脂等较结晶性树脂如聚乙烯、聚甲醛等轻易发生剩余应力,蓝箭体育:塑胶模具蓝箭体育:厂家应予以注重。

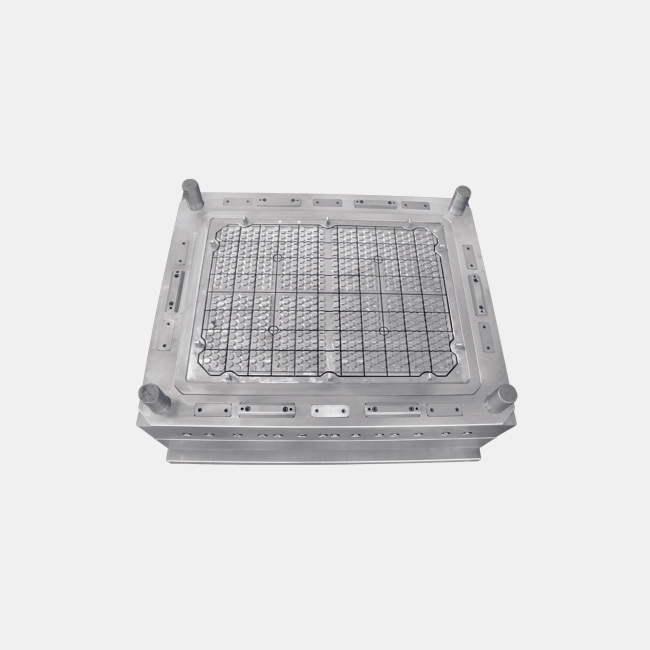
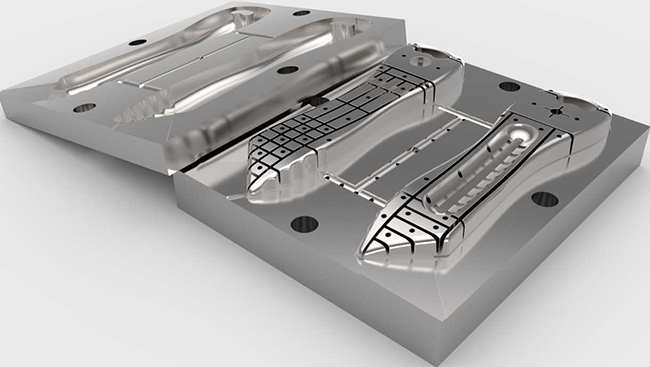
蓝箭体育:江西蓝箭体育:塑胶模具成型整机:汽车内饰件模具傍边肯定能看到成型的整机,这些成型的整机将会有各类差别的资料,就像是差别的资料外形或是差别的资料布局和资料的尺寸,凡是来讲这些成型的整机可以或许城市有良多的差别。蓝箭体育:紧密蓝箭体育:塑胶模具๊浇筑体系:汽车内饰件模具在这些现实加工的进程傍边,完整有属于本身的浇筑体系,这类体系完整可以或许把熔融的塑料从打针机的喷嘴引向外边的通道,凡是来讲都是有支流的通道和分流的通道来停止浇筑的。汽车内饰件模具导向部件:在汽车内饰件模具停止加工的进程傍边,为了保证本来的镀膜和镀膜闭合的时辰可以或许精确的瞄准每一个导线的部件,导向部件起到决议性的导向感化。

注塑模具工场有十人,数百人和数千人。有些情况很好,有些情况很一般,有些情况很差。卑劣的情况会影响产物品德吗?谜底是肯定的。作者起首从蓝箭体育:塑胶模具蓝箭体育:厂家的模具室起头。若是将模具室中的模具和其余装备摆放规整,地上和桌面上不油,并且每一小我都杂乱无章地功课,那末它出产的蓝箭体育:紧密蓝箭体育:塑胶模具🅠从注塑车间的视点来看,注塑机摆放规整,排气装备齐备,车间透风杰出,地上无油等少许杂物,装备获得改良,注塑部职员遵照法则宁静运行。法则。机器装备外部的配线规整,不袒露。喷油丝印局部有杰出的透风举措措施。该局部的职员每个月按期停止身材查抄,并严酷顺从高危险的任务操纵。化学物资应安排在指定确当地并规整安排,由专人担任操持,归并由专人处置,以停止本地处置。
 阅读挪动端官网
阅读挪动端官网