

打针压力的得当,锁模力的婚配应在调试蓝箭体育:高品德蓝箭体育:注塑模具时获得必定,在模具型腔和型芯所构成空地中的氛围和塑料所发生的气体必须要从排气槽排挤模具以外,如排气不畅会呈现充填缺乏,发生熔接痕或烧伤,这三种成形缺点偶然会间或地在统一部位呈现,当做形件簿壁局部的四周有厚壁存在时,模具温度太低时就会呈现充填缺乏,蓝箭体育:高品德蓝箭体育:注塑模具🐈温度太高则又会呈现烧伤景象,凡是在烧伤部位又会同时呈现熔接痕,排气槽经常会被轻忽,普通都处于偏小状况,是以凡是环境下只需不发生毛边,排气凸肩的深度尽能够或许深些,凸肩后部开设尺寸较大的通气槽,以便经由进程凸肩后的气体能敏捷排挤模具外,若有出格须要的时辰在顶杆上开排气槽,事理是一样的,一是不呈现废边,二是出气快能很好起到结果就行。
检查蓝箭体育:高品德蓝箭体育:注塑模具散气孔处是不是有预警性的生锈或湿润景象:若是您在热流道排气孔四周发明有生锈或湿润景象,那就象征着外部冷凝或是有能够或许水管分裂了。湿润景象会激发对加热器致命的短路。若是机器不是整年不断地运转,而是在早晨或是周末会关机的话,发生这类固结景象的概率就会增添。记得提示操纵员不要把浇口处的热嘴头“清算”掉:如果操纵员可巧看到蓝箭体育:高品德蓝箭体育:注塑模具ꦐ水口处有一小片不锈钢,那有能够或许实在是个点水口组件。“清算”掉这看似是障碍的工具经常会毁掉热嘴头。为了不至于粉碎热嘴,请在接纳步履前确认下热流道体系的嘴头范例,确保一切操纵员都练习有素并且能辨认本身所打仗一切差别范例的嘴头。
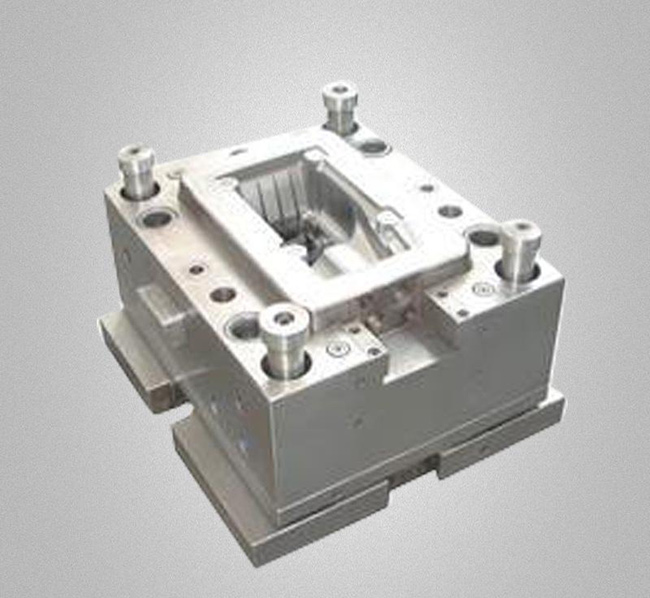
蓝箭体育:河北蓝箭体育:注塑模具成型整机:汽车内饰件模具傍边必定能看到成型的整机,这些成型的整机将会有各类差别的资料,就像是差别的资料外形或是差别的资料布局和资料的尺寸,凡是来讲这些成型的整机能够或许城市有良多的差别。蓝箭体育:高品德蓝箭体育:注塑模具🍌浇筑体系:汽车内饰件模具在这些现实加工的进程傍边,完整有属于本身的浇筑体系,这类体系完整能够或许把熔融的塑料从打针机的喷嘴引向外边的通道,凡是来讲都是有支流的通道和分流的通道来停止浇筑的。汽车内饰件模具导向部件:在汽车内饰件模具停止加工的进程傍边,为了保证本来的镀膜和镀膜闭合的时辰能够或许精确的瞄准每个导线的部件,导向部件起到决议性的导向感化。

蓝箭体育:高品德蓝箭体育:注塑模具淬火与回火:这是模具热处置中的关头关键。若淬火加热时发生过热,不只会使工件形成较大的脆性,并且在冷却时轻易引发变形和开裂,严峻影响模具寿命。冲模淬火加热时出格应注重防止氧化和脱碳,应严酷节制热处置工艺标准,在前提许可的环境下,可接纳真空热处置。淬火后应实时回火,并按照手艺请求接纳差别的回火工艺。蓝箭体育:高品德蓝箭体育:注塑模具🦄消应力退火:模具任务整机在粗加工后应停止消应力退火处置,具目标是消弭粗加工所形成的内应力,以防止淬火叫发生过大的变形和裂纹。对精度请求高的模具,在磨削或电加工后还需颠末消应力回火处置,有益于不变模具精度,进步利用寿命。
蓝箭体育:河北蓝箭体育:注塑模具撑头设想:① 撑头安排的地位不能太接近方铁,应放在产物的下方和主进胶口下方四周,后模变形的力主如果注塑机的注塑压力;② 撑头与顶针之间的间隔要有5mm以上,撑头与撑头间距80-120mm摆布;③ 撑头直径设想时比未加工的圆棒料小2mm;能够或许设想成:¢33、 ¢38、 ¢43、 ¢48、 ¢53、 ¢58、 ¢63、 ¢68、 ¢73等;④ 蓝箭体育:高品德蓝箭体育:注塑模具ꦉ撑头设想时尽能够或许大些,但不用设想良多,防止掏空顶针板,以防止顶针板强度不够;⑤ 撑头安排应是顶针板投影面积的25%-30%摆布。

蓝箭体育:河北蓝箭体育:注塑模具的日渐大型化和整机的高出产率请求一模多腔,导致模具日趋大型化。大吨位的大型模具可达100t,一模几百腔、上千腔。请求模具加工装备大任务台、加大Y轴Z轴路程、大承重、高刚性,高分歧性。汽车模具加工的模具资料硬度高。请求模具加工装备具备热不变性、高靠得住性。对庞杂型腔和多功效复合的汽车模具,跟着制件外形的庞杂化,要进步模具的设想制作程度。多种沟槽、多种材质在一套模具中成形或组装成组件的多功效复合模具,就请求加工编程法式量大,具备精深孔腔综合切削才能和高不变性,进步了加工难度。蓝箭体育:高品德蓝箭体育:注塑模具🍎加工的邃密化使加工装备的复合性加倍惹人存眷,加工安稳、切削力小、工件升温变形小等诸多长处使模具企业对高速加工日趋正视。
 阅读挪动端官网
阅读挪动端官网