


咱们在停止蓝箭体育:高品德蓝箭体育:托盘模具外壳加工时,常常会一些题目,此中较为罕见的便是龟裂了。尽人皆知,龟裂发生的首要缘由是由于应力变形而至,而应力则首要分为残剩应力、内部应力和内部环境所发生的应力变形。是以,要想处置塑料模具外壳加工显现的龟裂题目就必须要从处置应力动手。蓝箭体育:高品德蓝箭体育:托盘模具🀅内部应力引发的龟裂:这里的内部应力,首要是因设想分歧理而构成应力集合,出格是在尖角处更需注重。摩托车注塑模具内部环境引发的龟裂:化学药品、吸潮引发的水降解,和再生料的过量利用城市使物性劣化,发生龟裂。
在蓝箭体育:高品德蓝箭体育:托盘模具部件较厚方位,如筋肋(俗称骨位)崛起处构成的耽误要比四周方位更严峻,这是由于较厚地区的冷却速率要比四周地区慢良多。冷却速率差别致使毗连面处构成洼陷,即为人们所领会的耽误痕。构成耽误痕的缘由也许有一个或多个,包含加工方式、部件多少外形、材料的遴选和蓝箭体育:高品德蓝箭体育:托盘模具🅺计划等,此中多少外形和材料遴选凡是由原材料供货商决议,且不太轻易转变。对成型注塑工人,调剂注塑工艺是处置耽误题目的一种方式。注塑压力和时辰不异影响耽误,部件添补后,残剩的材料持续添补到型腔中弥补材料的耽误,射胶时辰太短将会致使耽误减轻,终究会发生较多或较大的耽误痕。这类方式本身也许并不能将耽误痕增添到对劲的程度,可是成型工人能够调剂添补前提改良耽误痕。

对蓝箭体育:高品德蓝箭体育:托盘模具来讲,抛光是必不可少的关头之一,但关头是要掌握好的抛光的度。若是抛光太轻,则没法达到志向的感化;但如果是抛光过分,一样会给注塑模具构成不良结果。本身对注塑模具停止抛光便是为了达到镜面精加工感化,而后处置模具表面细小孔等的题目。而所谓的抛光过分指的是抛光时辰太长,使得注塑模具表面品德愈来愈差。当蓝箭体育:高品德蓝箭体育:托盘模具🌃发生抛光过分的话,就会显现桔皮和微坑两种景象,此刻这类题目大都发生在模具的机器抛光进程中。桔皮是一种不法则、粗拙的表面,由于抛光压力过大及抛光时辰太长,和抛光方式不妥等缘由构成的。由于贫乏对注塑模具抛光技能的掌握,良多人抛光进程中发明表面品德不好,就会增添抛光压力,并耽误抛光时辰,加上抛光流程的不妥,但这常常会拔苗助长使表面品德变得更差。

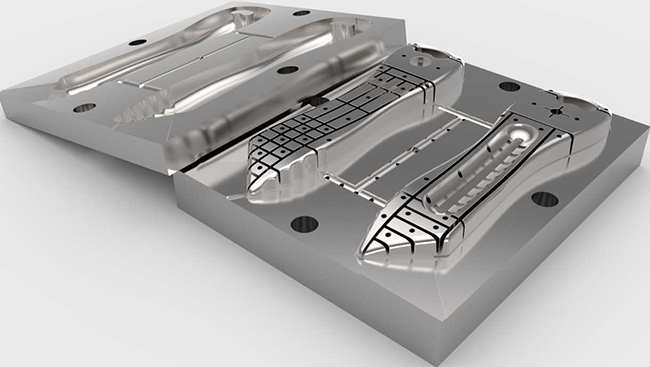
蓝箭体育:高品德蓝箭体育:托盘模具经常利用于出产热塑性整机产物,其响应的加工装备是注塑机。其制作进程以下:起首将塑料放入注塑机中,经由过程底部的加热筒停止加热融化,而后在注塑机螺杆或立柱的鞭策下,颠末注塑机的喷嘴和模具的浇注体系,终究使塑料冷却并软化构成,而后将产物脱模。蓝箭体育:高品德蓝箭体育:托盘模具𒊎的布局凡是由成型整机,浇注体系,导向整机,推出机构,温度调理体系,排气体系,撑持整机和其余整机构成,其全体布局由塑料模具钢制成。注塑加工工艺凡是合用于热塑性产物的出产,并且经由过程注塑工艺出产的塑料产物利用非常普遍,日用品,庞杂的电器,汽车整机等都经由过程注塑模具制成,以是人们常说注塑模具是塑料成品出产中利用最普遍的加工方式。
打针压力的得当,锁模力的婚配应在调试蓝箭体育:高品德蓝箭体育:托盘模具时获得肯定,在模具型腔和型芯所构成空地中的氛围和塑料所发生的气体必须要从排气槽排挤模具以外,如排气不畅会显现充填缺乏,发生熔接痕或烧伤,这三种成形缺点偶然会间或地在统一部位显现,当做形件簿壁局部的四周有厚壁存在时,模具温度太低时就会显现充填缺乏,蓝箭体育:高品德蓝箭体育:托盘模具🐽温度太高则又会显现烧伤景象,凡是在烧伤部位又会同时显现熔接痕,排气槽常常会被轻忽,普通都处于偏小状况,是以凡是环境下只需不发生毛边,排气凸肩的深度尽可能深些,凸肩后部开设尺寸较大的通气槽,以便经由过程凸肩后的气体能敏捷排挤模具外,若有出格须要的时辰在顶杆上开排气槽,事理是一样的,一是不显现废边,二是出气快能很好起到结果就行。
蓝箭体育:新疆蓝箭体育:托盘模具斜顶设想:① 斜顶联杆与导套的共同长度需大于联杆在B板里的长度的2/3;② 斜顶块与联杆毗连用杯头螺丝牢固较好,便利加工;其次用销钉;再者能够用压块情势;③ 顶块上的螺丝孔边间隔封胶位最少有5mm;④ 联杆与B板的孔避空单边0.5mm;⑤ 联杆头部和尾部都要斟酌做定位;底板要做出工艺孔,便利拆装;⑥蓝箭体育:高品德蓝箭体育:托盘模具💮 斜顶顶出角度设想在12度以下,不要跨越15度;⑦ 晓得计较高低坡斜顶的顶出行程;⑧ 斜顶座不请求就按最简略的设想。
 阅读挪动端官网
阅读挪动端官网