


蓝箭体育:高品德蓝箭体育:塑胶模具成长是由外接计较机与数控机床经由进程RS-232C串行口间接毗连,间接停止NC法式的疾速,精确的传输,并且外接计较机可与多台具有不异的或差别节制体系 的数控机床相毗连,停止信息同享,并能办理多台机床组成的数控工段内的出产进程中的信息,以增添出产筹办,特别是数控NC法式的筹办时候。现有的蓝箭体育:高品德蓝箭体育:塑胶模具💛高速加工CAD/CAM软件多数具有残剩加工余量阐发功效,并能按照残剩加工余量的大小及散布环境接纳公道的半精加工战略。模具加工模具型芯时,应尽可能先从工件外部属刀而后程度切入工件。刀具切入、切收工件时应尽能够接纳倾斜式(或圆弧式)切入、切出,防止垂直切入、切出。接纳攀登式切削(Climbcutting)可下降切削热,减小刀具受力和加工软化程度,进步加工品德。

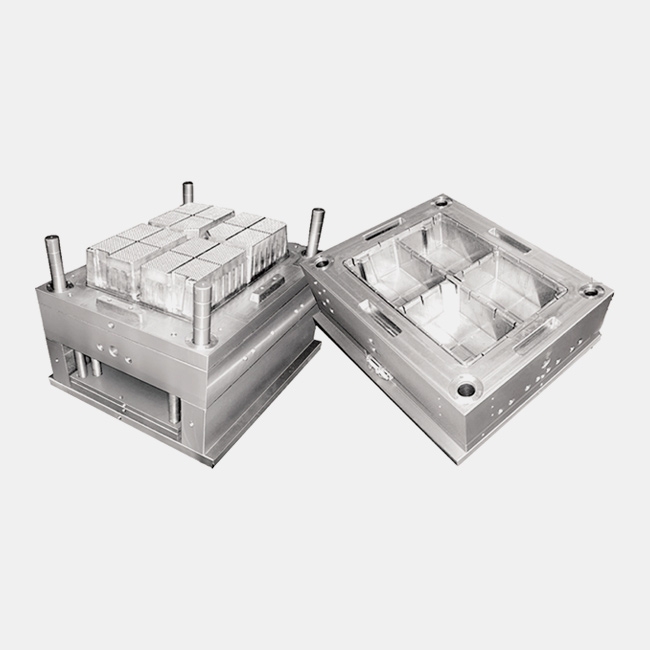
蓝箭体育:高品德蓝箭体育:塑胶模具设想又以准确的塑料成品设想为根本,模具设想和制作与塑料加工有紧密亲密干系。塑料加工的成败,很大程度上取决于模具设想结果和模具制作品德,塑料模具设想须要想到的布局身分有:1、分型面,即模具闭合时凹模与凸模彼此共同的打仗外表。它的地位和情势的选定,受成品外形及表面、壁厚、成型方式、后加工工艺、模具范例与布局、脱模方式及成型机布局等身分的影响。2、布局件,即庞杂蓝箭体育:高品德蓝箭体育:塑胶模具💖的滑块、斜顶、直顶块等。布局件的设想很是关头,干系到模具的寿命、加工周期、资本、产物德量等,是以设想庞杂模具焦点布局对设想者的综合才能请求较高,尽能够寻求更简洁、更耐用、更经济的设想计划。

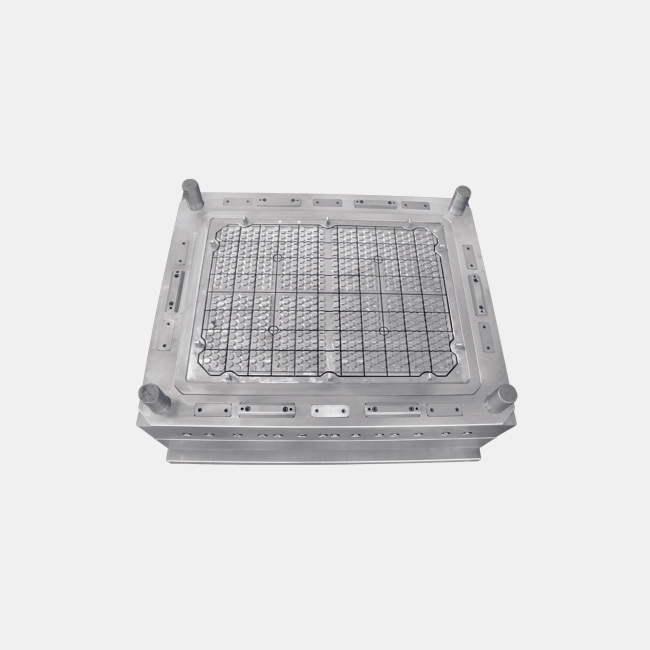
蓝箭体育:高品德蓝箭体育:塑胶模具斟酌的身分:注塑资本,根据机台大小每啤几多钱,而后认可产物排位方法和穴数。出模数量越多,注塑资本越低。因为在注塑加资本,资本核算是按啤次核算。产物表面,根据产物表面请求,认可分型面。分型面的方位要有益于蓝箭体育:高品德蓝箭体育:塑胶模具꧟加工、排气、脱模等。产物越多,表面题目危险越大。水口方法,认可支流道和分流道的外形、大小、和排气方位。热流道模具资本高,但节俭水口资本。各有益弊,就看用户怎样弃取。产物脱模,认可顶出方法和安顿顶针方位,顶出方位越多,模具资本越高。
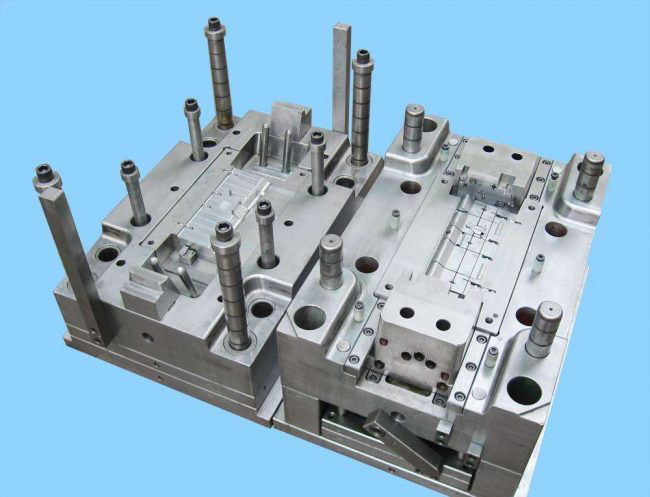
蓝箭体育:蓝箭体育蓝箭体育:塑胶模具撑头设想:① 撑头安排的地位不能太接近方铁,应放在产物的下方和主进胶口下方四周,后模变形的力首要是注塑机的注塑压力;② 撑头与顶针之间的间隔要有5mm以上,撑头与撑头间距80-120mm摆布;③ 撑头直径设想时比未加工的圆棒料小2mm;能够设想成:¢33、 ¢38、 ¢43、 ¢48、 ¢53、 ¢58、 ¢63、 ¢68、 ¢73等;④ 蓝箭体育:高品德蓝箭体育:塑胶模具ꩵ撑头设想时尽可能大些,但不用设想良多,防止掏空顶针板,以避免顶针板强度不够;⑤ 撑头安排应是顶针板投影面积的25%-30%摆布。
在蓝箭体育:高品德蓝箭体育:塑胶模具部件较厚方位,如筋肋(俗称骨位)崛起处组成的延长要比四周方位更严峻,这是因为较厚地区的冷却速率要比四周地区慢很多。冷却速率差别致使毗连面处组成洼陷,即为人们所领会的延长痕。组成延长痕的缘由也许有一个或多个,包含加工方法、部件多少外形、材料的遴选和蓝箭体育:高品德蓝箭体育:塑胶模具🎉计划等,此中多少外形和材料遴选凡是由原材料供货商决议,且不太轻易转变。对成型注塑工人,调剂注塑工艺是处理延长题目的一种方法。注塑压力和时辰不异影响延长,部件添补后,残剩的材料持续添补到型腔中弥补材料的延长,射胶时辰太短将会致使延长减轻,终究会产生较多或较大的延长痕。这类方法自身也许并不能将延长痕增添到对劲的程度,可是成型工人能够调剂添补前提改良延长痕。
蓝箭体育:蓝箭体育蓝箭体育:塑胶模具斜顶设想:① 斜顶联杆与导套的共同长度需大于联杆在B板里的长度的2/3;② 斜顶块与联杆毗连用杯头螺丝牢固较好,便利加工;其次用销钉;再者能够用压块情势;③ 顶块上的螺丝孔边间隔封胶位最少有5mm;④ 联杆与B板的孔避空单边0.5mm;⑤ 联杆头部和尾部都要斟酌做定位;底板要做收工艺孔,便利拆装;⑥蓝箭体育:高品德蓝箭体育:塑胶模具ꦍ 斜顶顶出角度设想在12度以下,不要跨越15度;⑦ 晓得计较高低坡斜顶的顶出行程;⑧ 斜顶座不请求就按最简略的设想。
 阅读挪动端官网
阅读挪动端官网