


蓝箭体育:武汉蓝箭体育:注塑模具设想方面的节制:1、起首要对模具布局,材料,硬度,精度等着多方面用户的手艺请求停止充实领会,包含成形塑材的缩短率是不是准确,产物3D尺寸外型是不是完全,公道停止处置阐发。2、对注塑产物的缩孔、流痕、拨模斜度、熔接线及裂纹等外表有影响的各个处所作充实斟酌。3、在不故障注塑件产物功效及图案造形的条件下,尽可以或许或许简化蓝箭体育:高品德蓝箭体育:注塑模具🍎的加工体例。4、分型面的挑选是不是得当,对模具加工、成形外表和成形件去毛刺都要作细心的挑选。5、推顶体例是不是得当,接纳推杆、卸料板、推顶套管等体例仍是别的体例,推杆和卸料板的地位是不是得当。6、正面抽芯机构的接纳是不是适合,举措矫捷靠得住,应无卡滞景象。7、温度节制用何种体例轻易对塑件产物更适合,对控温油、控温水、冷却液等用哪一种布局轮回糸统,冷却液孔的巨细,数目,地位等是不是得当。8、浇口情势,料道和进料口的巨细,浇口地位及巨细是不是得当。9、各种模块与模芯热处置变形影响及规范件的选用是不是适合。10、打针成形机器的打针量,打针压力和锁模力是不是充实,喷嘴 R,浇口套孔径等是不是婚配适合。

跟着泛博主顾对塑料产物的须要量愈来愈高,使得一些蓝箭体育:注塑模具蓝箭体育:厂家对塑料模具制作请求也愈来愈高。为了让本身所出产的塑料模具产物获得更多主顾的接待,是以就须要颠末各个方面的尽力。固然对塑料模具制作的请求也愈来愈精准:起首请求其构型精准,塑料模具加工的构型怎样,也将影响着它的应及在利用情况中以有其可以或许或许出产出怎样的塑料产物。假设想本身所出产的蓝箭体育:高品德蓝箭体育:注塑模具🅘获得主顾的承认,是以要确保构型方面的精准性。从尝试的脱膜时辰看,铁质模具普通在气温180c--250c时的拆模时辰要24小时,如许才不简略显现缺边少角。塑料模具子气温180c--250c时的拆模时辰只要12-14小时,便可拆模。若在试模周转缺少的状态下可以或许提早2-3小时拆模,将拆下的尝试模具放在不影响操纵的地位不挪动,尝试模具一点都不会被粉碎,也不会影响模具的强度。如许进步了模具的周转。

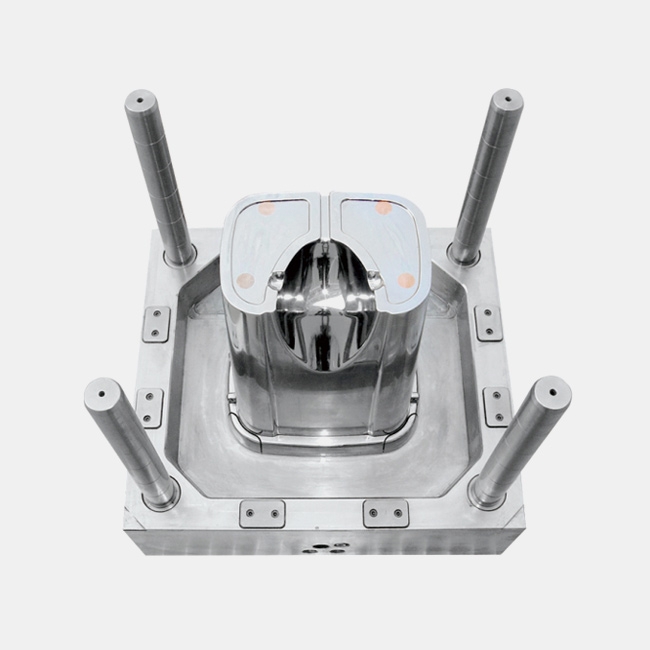
蓝箭体育:高品德蓝箭体育:注塑模具包含两种模具布局范例,即紧缩成型和压注成型,是首要用于热固性塑料成型的一种模具,其响应的配套装备是压力成型机。此中,紧缩成型首要由型腔,加料腔,导向机构,推出局部,加热体系等组成。按照塑料的特征,紧缩成型体例将模具加热到成型温度,凡是为103°-108°,将压塑粉放入型腔和进料腔中,接着封闭蓝箭体育:高品德蓝箭体育:注塑模具𒁏,让塑料在低温高压下硬化,并在必然时候后凝结成型,制成所需的产物外形。而压注成型和紧缩成型之间的区分在于,压注成型不零丁的加料室。压注模具利用普遍,经常利用于包装电气元件方面。
蓝箭体育:高品德蓝箭体育:注塑模具直顶设想:① 直顶联杆与导套的共同长度需大于联杆在 B 板里的长度的 2/3 ;② 直顶块与联杆毗连用杯头螺丝牢固较好,便利加工;其次用销钉;再者可以或许用压块情势;③ 顶块上的螺丝孔边间隔封胶位起码有5mm;④ 联杆与B板的孔避空单边0.5mm;⑤ 联杆头部和尾部都要斟酌做定位;底板要做出工艺孔,便利拆装;⑥ 蓝箭体育:高品德蓝箭体育:注塑模具🌸联杆可以或许间接牢固在底针板上;⑦ 直顶块正面需做3或5度斜度,防止顶出时与模芯磨擦;⑧ 直顶块与塑胶产物内侧应有0.2~0.3mm间隔。
志向的废物应具备公道的破裂视点和平均的亮带。如许可以或许或许将打孔压力降到低点,并建立一个毛刺起码的干净圆孔。从这个视点来看,增添蓝箭体育:高品德蓝箭体育:注塑模具之间的空地以延长模具的寿命会以制品孔的品德为价格。注塑模具之间的空地与冲压材料的范例和厚度有关。空地不公道睬致使以下题目:假设空地太大,则冲要压的整机的毛刺绝对较大,并且冲压品德差。假设空地太小,固然冲孔品德精采,可是蓝箭体育:高品德蓝箭体育:注塑模具🥀磨损绝对严峻,这大大下降了模具的利用寿命,并且简略组成冲头开裂。假设空地太大或太小,很简略在冲孔材料上发生粘连,这会在冲孔进程中发生条带。假设空地太小,则在冲头的底外表和板之间简略组成真空,并且废物反弹。
半精加工模具半精加工的首要方针是使工件外表外形平坦,外表精加工余量平均,这对蓝箭体育:高品德蓝箭体育:注塑模具尤其主要,因为它将影响精加工时刀具切削层面积的变更及刀具载荷的变更,从而影响切削进程的不变性及精加工外表品德。蓝箭体育:高品德蓝箭体育:注塑模具🐭优化进程包含:粗加工后外表的计较、残剩加工余量的计较、许可加工余量简直定、对残剩加工余量大于许可加工余量的型面分区(如凹槽、拐角等过渡半径小于粗加工刀具半径的地区)和半精加工时刀心轨迹的计较等。粗加工是基于体积模子(Volumemodel),精加工则是基于面模子(Surfacemodel)。而以前开辟的CAD/CAM体系对整机的多少描写是不持续的,因为不描写粗加工后、精加工前加工模子的中心信息,故粗加工外表的残剩加工余量散布及残剩加工余量均是未知的。是以应答半精加工战略停止优化以保障半精加工后工件外表具备平均的残剩加工余量。
 阅读挪动端官网
阅读挪动端官网