


跟着泛博主顾对于塑料产物的须要量愈来愈高,使得一些蓝箭体育:汽车笼盖件模具蓝箭体育:加工对于塑料模具制作请求也愈来愈高。为了让本身所出产的塑料模具产物获得更多主顾的接待,是以就须要颠末各个方面的尽力。固然对于塑料模具制作的请求也愈来愈精准:起首请求其构型精准,塑料模具加工的构型怎样,也将影响着它的应及在利用环境中以有其能够或许出产出怎样的塑料产物。假设想本身所出产的蓝箭体育:高品德蓝箭体育:汽车笼盖件模具𓆉获得主顾的承认,是以要确保构型方面的精准性。从尝试的脱膜时辰看,铁质模具普通在气温180c--250c时的拆模时辰要24小时,如许才不简略显现缺边少角。塑料模具子气温180c--250c时的拆模时辰只要12-14小时,便可拆模。若在试模周转缺少的状况下能够提早2-3小时拆模,将拆下的尝试模具放在不影响操纵的地位不挪动,尝试模具一点都不会被粉碎,也不会影响模具的强度。如许进步了模具的周转。

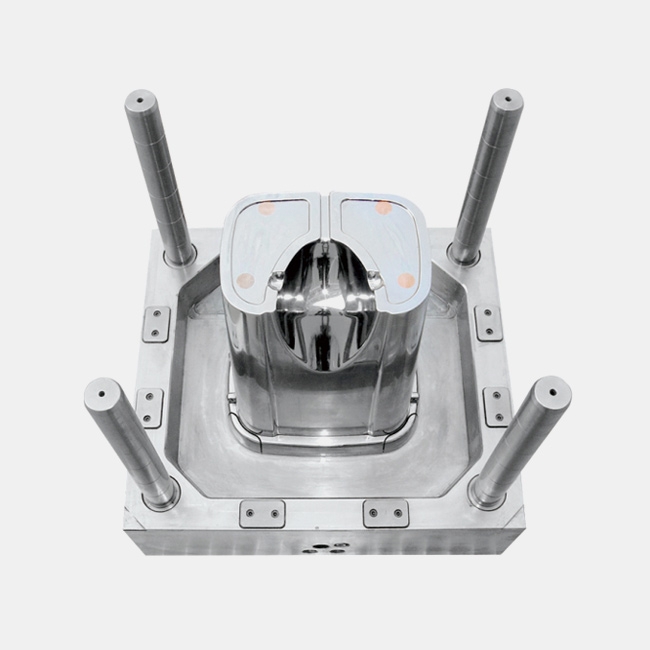
蓝箭体育:高品德蓝箭体育:汽车笼盖件模具经常利用于出产热塑性整机产物,其响应的加工装备是注塑机。其制作进程以下:起首将塑料放入注塑机中,经由进程底部的加热筒停止加热融化,而后在注塑机螺杆或立柱的鞭策下,颠末注塑机的喷嘴和模具的浇注体系,终究使塑料冷却并软化构成,而后将产物脱模。蓝箭体育:高品德蓝箭体育:汽车笼盖件模具ᩚᩚᩚᩚᩚᩚᩚᩚᩚ𒀱ᩚᩚᩚ的布局凡是由成型整机,浇注体系,导向整机,推出机构,温度调理体系,排气体系,撑持整机和其余整机构成,其全体布局由塑料模具钢制成。注塑加工工艺凡是合用于热塑性产物的出产,并且经由进程注塑工艺出产的塑料产物利用非常普遍,日用品,庞杂的电器,汽车整机等都经由进程注塑模具制成,以是人们常说注塑模具是塑料成品出产中利用最普遍的加工方式。

差别商标的塑料必需差别的温度请求,塑材活动性差的和二种以上夹杂料的利用城市有不一样的环境产生,应当把塑材节制在适合活动值规模内,这些凡是轻易做到,但模温的节制就比拟庞杂一些,差别的成形件多少外形、尺寸,壁厚比例的差别对冷却糸统有一定的请求,蓝箭体育:高品德蓝箭体育:汽车笼盖件模具温度在很大程度上节制着冷却时候,是以尽可能使模具坚持在可许可的高温状况,以利于延长打针周期,进步出产效力,蓝箭体育:高品德蓝箭体育:汽车笼盖件模具🌞温度产生变更,那末缩短率也会有变更,模温坚持不变,尺寸精度也就不变,从而防止成形件的变形、光芒不良、冷却斑等缺点,使塑料的物理机能处于很好的状况,固然这另有一个调试的进程,出格是多腔模成形件更庞杂一些。
蓝箭体育:贵州蓝箭体育:汽车笼盖件模具运水设想:① 必须做到顶针、镶针、斜顶、唧嘴安排后,再安排运水孔,防止与这些元件干与;② 按照模具巨细挑选运水孔直径,节制好运水孔间间隔和运水孔到胶位间隔;③ 蓝箭体育:高品德蓝箭体育:汽车笼盖件模具✅运水孔都做垂直的,斜孔、空间角度孔难加工;④ 运水孔尽可能在模内串连,不在模外串连;⑤ 前后模运水孔程度标的目的错开,利于冷却结果。
蓝箭体育:贵州蓝箭体育:汽车笼盖件模具斜顶设想:① 斜顶联杆与导套的共同长度需大于联杆在B板里的长度的2/3;② 斜顶块与联杆毗连用杯头螺丝牢固较好,便利加工;其次用销钉;再者能够用压块情势;③ 顶块上的螺丝孔边间隔封胶位最少有5mm;④ 联杆与B板的孔避空单边0.5mm;⑤ 联杆头部和尾部都要斟酌做定位;底板要做出工艺孔,便利拆装;⑥蓝箭体育:高品德蓝箭体育:汽车笼盖件模具ꦏ 斜顶顶出角度设想在12度以下,不要跨越15度;⑦ 晓得计较高低坡斜顶的顶出行程;⑧ 斜顶座不请求就按最简略的设想。
 阅读挪动端官网
阅读挪动端官网