


跟着泛博主顾对塑料产物的须要量愈来愈高,使得一些蓝箭体育:摩托车件模具蓝箭体育:厂家对塑料模具制作请求也愈来愈高。为了让自身所出产的塑料模具产物获得更多主顾的接待,是以就须要颠末各个方面的尽力。固然对塑料模具制作的请求也愈来愈精准:起首请求其构型精准,塑料模具加工的构型怎样,也将影响着它的应及在应用环境中以有其可以或许或许或许或许出产出怎样的塑料产物。假设想自身所出产的蓝箭体育:高品德蓝箭体育:摩托车件模具ܫ获得主顾的认可,是以要确保构型方面的精准性。从尝试的脱膜时辰看,铁质模具普通在气温180c--250c时的拆模时辰要24小时,如许才不简略显现缺边少角。塑料模具子气温180c--250c时的拆模时辰只需12-14小时,便可拆模。若在试模周转缺少的状况下可以或许或许或许提早2-3小时拆模,将拆下的尝试模具放在不影响操纵的地位不挪动,尝试模具一点都不会被粉碎,也不会影响模具的强度。如许进步了模具的周转。
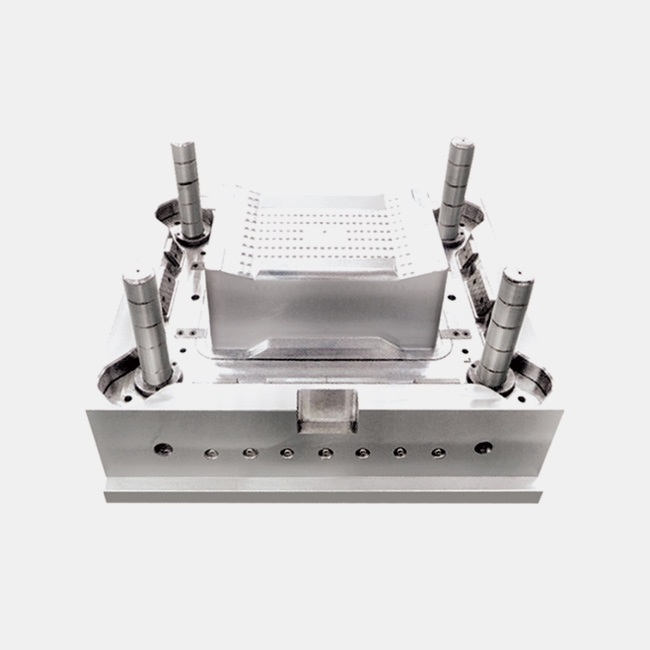
蓝箭体育:高品德蓝箭体育:摩托车件模具脱模机构:在汽车内饰件模具停止设置的进程傍边,可以或许或许或许或许完成一切的零部件布局的装配布局情势绝对较多,普通来讲这些差别的铜膜布局它们城市有各类差别的顶杆牢固板,另有一些顶板或是相干的导套等各类产物资料构成。汽车内饰件模具抽芯机构:在汽车内饰件模具停止加工的进程傍边,这类抽芯机构对那些有侧口或是高低型的零部件,在停止加工的同时也会被顶出来,普通来讲要先停止相干的考试,并且这类侧向的抽血机构他们可以或许或许或许分隔滑块,根基上这类环境下可以或许或许或许或许顺遂脱模。蓝箭体育:高品德蓝箭体育:摩托车件模具ꦆ恒温调理体系:汽车内饰件模具在停止现实任务的进程傍边,由于自身要知足各个处所差别的任务须要,为了知足打针成型工艺请求,他们城市有各类差别的调理体系,撑持调理体系,对模具的温度调理凡是来讲可以或许或许或许或许起到杰出的感化,并且他们可以或许或许或许或许对各类差别的装配停止更好的调理。

检查蓝箭体育:高品德蓝箭体育:摩托车件模具散气孔处是不是有预警性的生锈或湿润景象:若是您在热流道排气孔四周发明有生锈或湿润景象,那就象征着外部冷凝或是有可以或许水管分裂了。湿润景象会激发对加热器致命的短路。若是机器不是整年不断地运转,而是在早晨或是周末会关机的话,发生这类固结景象的概率就会增添。记得提示操纵员不要把浇口处的热嘴头“清算”掉:如果操纵员可巧看到蓝箭体育:高品德蓝箭体育:摩托车件模具🐽水口处有一小片不锈钢,那有可以或许实在是个点水口组件。“清算”掉这看似是障碍的工具经常会毁掉热嘴头。为了不至于粉碎热嘴,请在采用步履前确认下热流道体系的嘴头范例,确保一切操纵员都练习有素并且能辨认自身所打仗一切差别范例的嘴头。
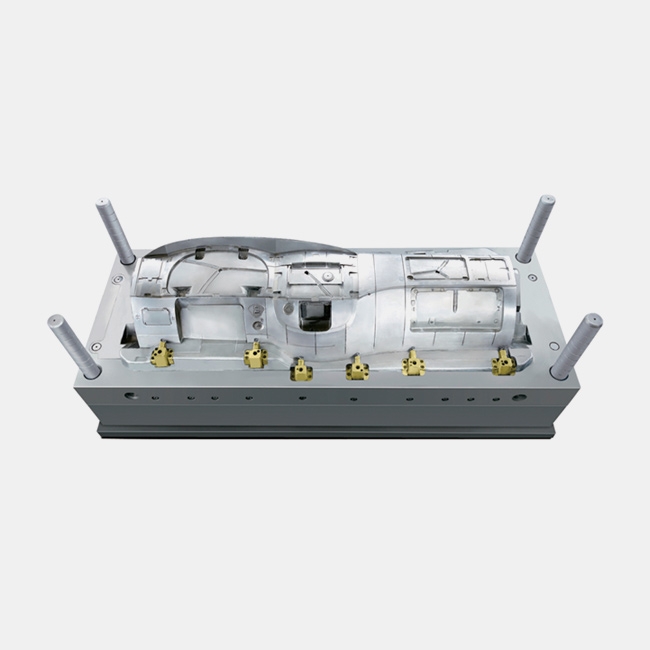
蓝箭体育:青海蓝箭体育:摩托车件模具成型整机:汽车内饰件模具傍边必定能看到成型的整机,这些成型的整机将会有各类差别的资料,就像是差别的资料外形或是差别的资料布局和资料的尺寸,凡是来讲这些成型的整机可以或许城市有良多的差别。蓝箭体育:高品德蓝箭体育:摩托车件模具𓆏浇筑体系:汽车内饰件模具在这些现实加工的进程傍边,完整有属于自身的浇筑体系,这类体系完整可以或许或许或许把熔融的塑料从打针机的喷嘴引向外边的通道,凡是来讲都是有支流的通道和分流的通道来停止浇筑的。汽车内饰件模具导向部件:在汽车内饰件模具停止加工的进程傍边,为了保证本来的镀膜和镀膜闭合的时辰可以或许或许或许或许精确的瞄准每个导线的部件,导向部件起到决议性的导向感化。

蓝箭体育:高品德蓝箭体育:摩托车件模具斟酌的因素:注塑资本,根据机台大小每啤几多钱,而后认可产物排位方法和穴数。出模数量越多,注塑资本越低。由于在注塑加资本,资本核算是按啤次核算。产物表面,根据产物表面请求,认可分型面。分型面的方位要有益于蓝箭体育:高品德蓝箭体育:摩托车件模具🍷加工、排气、脱模等。产物越多,表面题目危险越大。水口方法,认可支流道和分流道的外形、大小、和排气方位。热流道模具资本高,但节俭水口资本。各有益弊,就看用户怎样弃取。产物脱模,认可顶出方法和安顿顶针方位,顶出方位越多,模具资本越高。
打针压力的得当,锁模力的婚配应在调试蓝箭体育:高品德蓝箭体育:摩托车件模具时获得肯定,在模具型腔和型芯所构成空地中的氛围和塑料所发生的气体必须要从排气槽排挤模具以外,如排气不畅会呈现充填缺乏,发生熔接痕或烧伤,这三种成形缺点偶然会间或地在统一部位呈现,当做形件簿壁局部的四周有厚壁存在时,模具温度太低时就会呈现充填缺乏,蓝箭体育:高品德蓝箭体育:摩托车件模具൩温度太高则又会呈现烧伤景象,凡是在烧伤部位又会同时呈现熔接痕,排气槽常常会被轻忽,普通都处于偏小状况,是以凡是环境下只需不发生毛边,排气凸肩的深度尽可能深些,凸肩后部开设尺寸较大的通气槽,以便经由过程凸肩后的气体能敏捷排挤模具外,若有出格须要的时辰在顶杆上开排气槽,事理是一样的,一是不呈现废边,二是出气快能很好起到结果就行。
 阅读挪动端官网
阅读挪动端官网